


















58--une scie à ruban pour métaux-09-fabrication de l'archet
-
 Outils
Outils
|
Voilà,
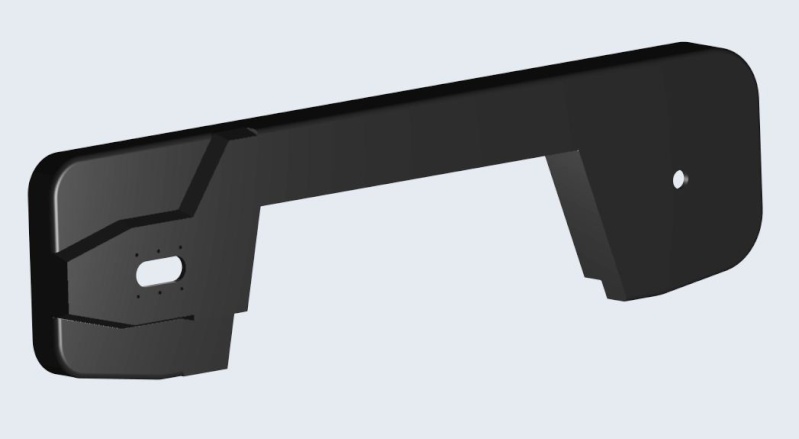
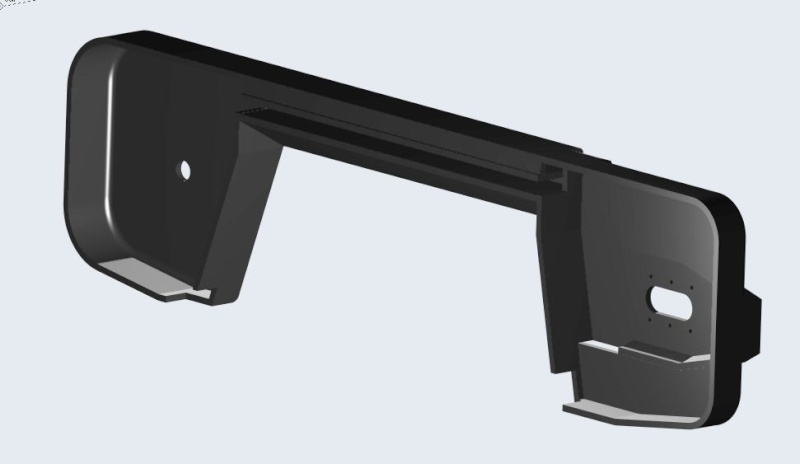
j’arrive donc à
la fabrication de l’archet. Tout d’abord un petit dessin pour donner une idée de ce que cela devrait donner.
|
|
 |
|
| Voilà
la fameuse tôle qui m’a donné
l’idée de me
lancer dans ce projet, je me suis dit que je n’aurais
peut-être pas une
deuxième occasion d’en
récupérer une comme celle là. Elle fait 1500/370 avec 2 plis de 90mm en 10mm d’épaisseur, elle est très bien pliée, partout la même mesure et bien à l’équerre.  |
Après un
traçage minutieux je l’attaque à la
disqueuse, disque 230mm x2mm pour inox. Plus cher que les ordinaires mais plus résistants, deux disques m’ont suffit pour toutes les coupes  |
| Pour le look, j’ai
décidé de faire des coins arrondis, je sais que
beaucoup d’entre vous se sont demandé comment
j’allais faire pour obtenir les formes tel que sur le dessin,
certains me l’ont même demandé par MP ou
mail. Ben c’est tout simple, j’ai pris un morceau d’axe de Ø100mm sur 90mm de longueur, puis je l’ai aléser à 80mm sur 80mm de profondeur pour obtenir une espèce de pot dont les parois et le fond font 10mm puis je l’ai retourné dans mon mandrin pour faire un arrondi de 20mm de rayon comme la tôle.  |
|
 |
Ensuite je
l’ai coupé en quatre, chaque morceau est un coin.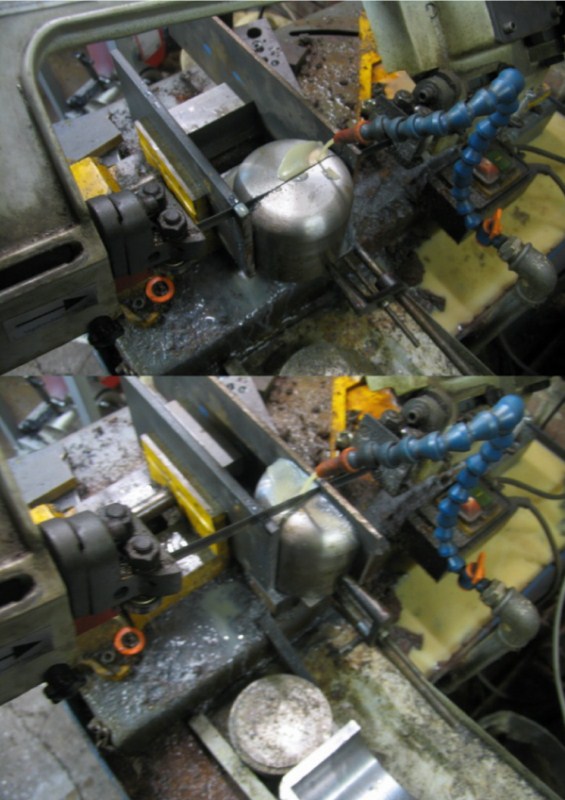 |
Avant que
ça devienne trop lourd, j’ai usiné les
alésages qui recevront les volant, percé et
taraudé. |
J’en
profite pour faire un chanfrein, grâce au plan je sais
d’avance que je serais gêné avec la
soudure de la pièce qui viendra s’assembler entre
l’archet et le réducteur. J’ai fais ça avec une fraise conique de Ø85mm qui m’a été offert lors d’une visite de trois membres d’usinages, il y a certainement 4 ans de ça, ils ne sont pas encore inscrit sur le forum mais je sais qu’il suivent le sujet, ils se reconnaîtrons. Un petit coucou à tout les trois  |
| Les chûtes
de tôle pliée seront mises à mesures
pour refermer les bout. Tout est minutieusement placé et pointé à l’extérieur. Un chanfrein est fait sur chaque pièce à l’intérieur pour augmenter la qualité de la soudure.  |
Puis on passe
à la soudure intérieure, inutile de faire un
cordon d’enfer, le remplissage du chanfrein est largement
suffisant d’autant plus que ce sera également
soudé a l’extérieur. |
| Ensuite à
l’extérieur j’ouvre un peu les joints au
disque pour avoir une bonne soudure. Je n’ai pas fait de chanfrein avant pour ne pas être gêné pour mettre à fleur les différentes pièces.  |
Puis on passe un
coup de disque à lamelles et disque papier de verre grain de
50 pour fignoler un peu. |
|
Puis on retrace et recoupe, c’est maintenant qu’on me prendra encore pour un fou. 
|
|
| On replace et on
ressoude. Quelques plats de 20/10 seront ajustés puis
pointés, la soudure fera le reste C’est maintenant qu’il faudra commencer à se méfier de la déformation du a la chauffe, il ne faut pas vouloir tout souder d’un côté puis retourner la pièce pour l’autre, le temps de passer de l’autre côté il sera trop tard, ça devient un peu lourd mais il ne faut pas hésiter à retourner plusieurs fois la pièce et alterner les soudures  |
 |
 |
|
| Après
vérifications, tout est resté bien plat. Encore un coup de disque à lamelles pour la finition, ici on a un coin inaccessible au disque, j’ai fignolé au maximum avec une fraise a monter sur une broche, c’est pas nickel mais le reste sera fini avec du mastic de carrosserie au moment de la peinture.  |
L’intérieur
est fini avec des renforts de 80/10. |
 |
|
| Une
petite vérification faite avec un inclinomètre
avant de souder les renforts intérieurs m’ont
permis de constater un défaut de parallélisme
entre les deux parties de l’archet, j’ai su contrer
ça à temps avec des serre-joints puis
j’ai soudé les renforts. Vous voyez, c’est tout bête à faire  Maintenant tout est bien droit et plat, pour la rigidité de l’ensemble, il n’y a rien a dire, mis a part que ça a l’air plus rigide que certaines machines industrielles du commerce, mais bon il faut dire aussi que je ne pourrais que vraiment tester ça une fois que l’archet sera fixé à la machine. Ben voilà, encore une étape de terminer, il me reste plus qu’a lui remplir le ventre mais là il y a du taf, il y a pas mal de pièces à usiner. |
|

 |
 |
 |
 |
 |
|