Bonjour
Je suis content de faire parti de votre forum
Je suis serrurier mais mon Hobbit c'est la mécanique , par contre je suis super novice et je [Suite...]
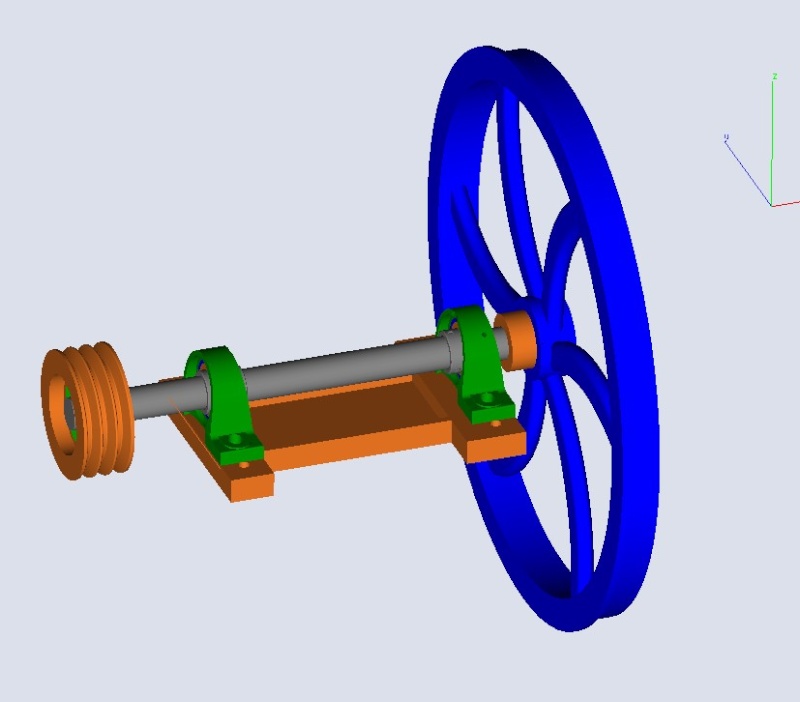
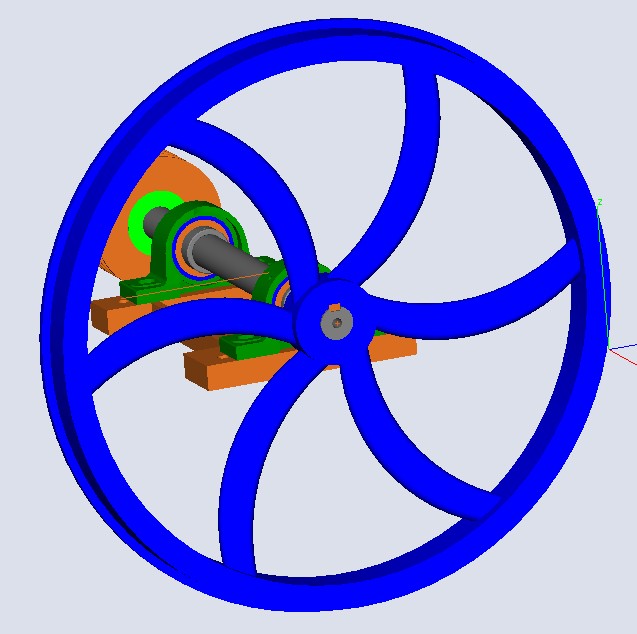
Voilà en gros comment je compte my prendre
Le cône de laxe existant sera supprimé, le volant sera claveté et fixé
à laide dune vis en bout darbre.
Laxe sera monté sur 2 paliers auto aligneur qui permettra lalignement
du volant bas avec le volant haut.
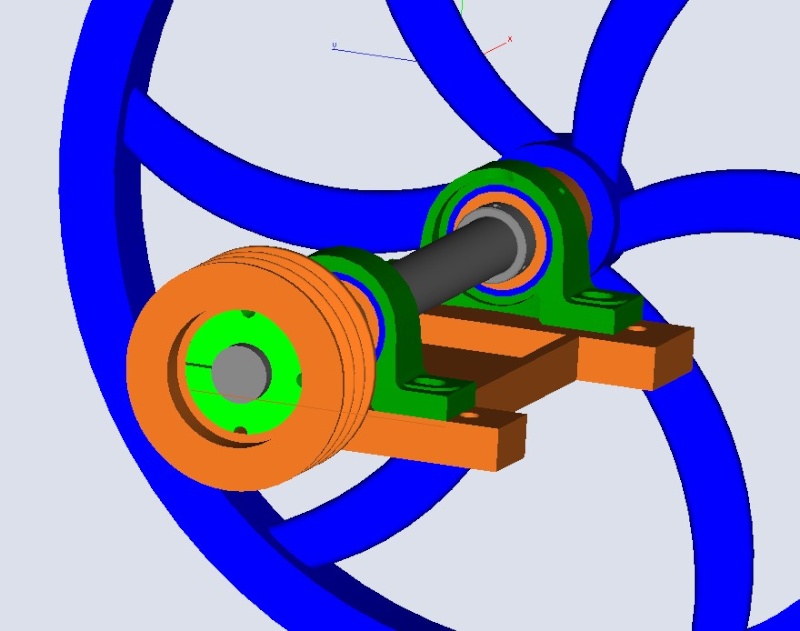
Une poulie trapézoïdale 3 gorges du type SPB Ø150mm à moyeux amovible
taperlook remplacera la poulie en bois
La poulie motrice sera remplacée par le même type de poulie de mesure
adaptée.
i le volant tourne a 500t/min cest le top et suffisant pour un moteur
de 2.2kw.
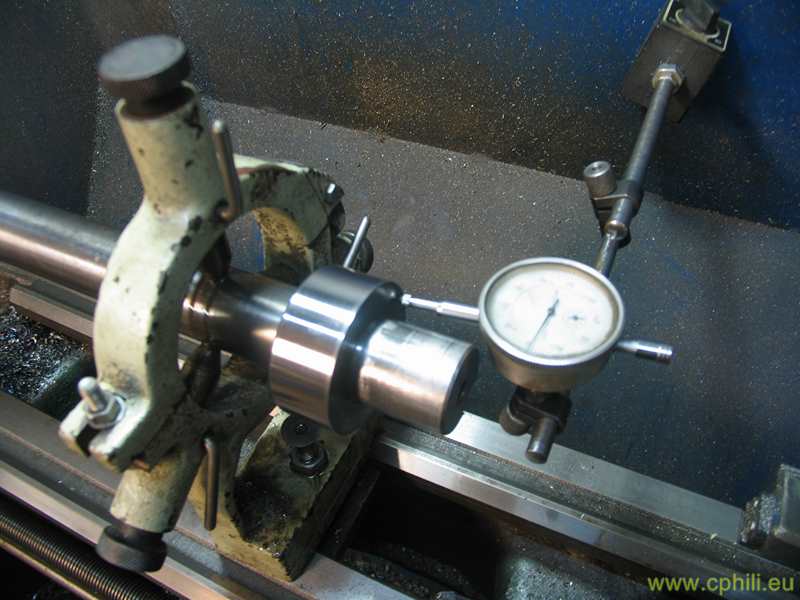
La première chose que
jai faite après que
phil mavait dit quil trouvait cet arbre un peu cintré, cest de
vérifier.
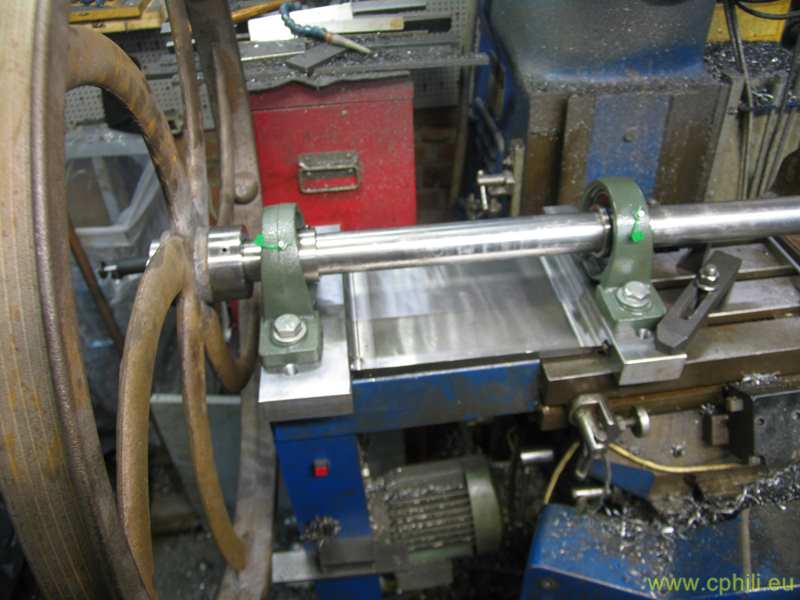
Pour cela jai fait un
montage sur mon tour,
entre pointe ça me donnait un défaut de 8/10mm mais je me suis aperçu
que le
point de centrage nétait pas centré, une fois laxe repris par la
lunette, je
peux rassurer tout le monde, cet axe est parfaitement droit.
Maintenant je ne
sais pas ce que ce que ça
donnait avant, sur le cône, jai constaté un faut rond de 4/10mm, ça
fait
énorme, jai également constaté des irrégularités qui pourrais me faire
penser
à du travail bâclé peut-être fait avec les moyens du bord.
Si on ajoute a
ça ce volant qui a cassé et qui
semblait avoir été recollé, je ne peux mempêcher de croire que notre
ami a eu
de la chance ou alors !!
Enfin tout ça ne
devait pas tourner bien rond.
Quoi quil en
soit ce nest pas grave, pour
monter ce nouveau volant je dois supprimer ce cône et ça tombe bien que
larbre
soit trop long.
Autre chose qui tombe très bien, cet arbre a
un Ø de 40mm et cest le même sur le volant
Je commence donc par le perçage en bout
darbre à 10.5mm pour un taraudage en M12 qui me permettra de serrer le
volant
Je poursuis avec la rainure de clavette en
12mm
Pour créer un
épaulement, jai usiné une bague
de Ø70mm avec un alésage de 39.8 pour avoir un bon serrage
Je me suis
équipé depuis peu de comparateurs
dalésage, bien sur que cest du chinois mais plus que suffisant pour
le
bricolage, ce nest pas une copie dune marque mais une marque
chinoise, je ne
peux pas me permettre les mitutoyo mais je peux dire que ceux-ci sont
de très
bonne facture pour un prix très raisonnable et daprès ce que je
constate, la
précision est plus que suffisante.
Après une petite
chauffe de la bague, pas
grand chose, juste avec une lampe à souder,
Je la monte a la
presse, ça se monte bien et
cest là quon peu remarquer que cette petite chauffe aide bien, cette
bague
est rentrée avec 2 T de poussée, une fois refroidie jai voulu la
rentrer un
peu plus et là il ma fallut 8 T
De retour sur le
tour pour une vérification,
laiguille du comparateur ne bouge pas, donc on laisse.
Une goupille
fendue viendra verrouiller tout
ça
, jai ensuite
monté le volant sur larbre avec un assemblage avec clavette puis jai
usiné une
bague pour bloquer tout ça.
Une chose
étrange que je viens de vérifier sur
lancien assemblage. Pour moi la logique sur un volant de scie à ruban
assemblé
par cône cest davoir un serrage par vis à pas gauche, en effet comme
il ny a
pas de clavette, si la vis se desserre un peu et que laxe se met a
tourner
dans le volant, dès quon va forcer un peu, la vis tombera dun coup et
le volant
sortira de son axe. Le fait quil soit conique, rien ne le retiendra au
fond et
il sera bien au contraire expulser due à la tension de la lame, je
nose pas
penser aux dégâts que ça engendreraitet
au danger pour lopérateur, un volant en fonte de 700mm qui tourne a
550 t/min
qui se barre, hallucinant.
Je
le
répète, ça ne peut être dorigine et qui sait si ça nest pas déjà
arrivé ? Ca expliquerait les cassures aussi nettes et on a
peut-être
raison de penser quune réparation a déjà été effectuée.
Bon ben soit, la
bonne nouvelle du jour cest
quaprès avoir monté le volant sur laxe et sur roulements, jai bridé
lensemble sur la table de ma fraiseuse pour une petite vérification.
4/10 mm de
voilage sur lextérieur du volant,
mesuré sur la fonte brute, je ne sais pas si on se rend bien compte,
pour un
usineur 4/10 cest beaucoup mais dans notre cas ce nest rien du tout.
Un voilage de 4
feuilles de papier sur un
volant en fonte de 700mm, cest inespéré, imperceptible à lil nu, il
ny a
pas a dire, nos ancêtre savaient couler la fonte.
Jai déjà vu pas
mal de scie a ruban et je
pense quaucune ne tournaient aussi rond, vérifiez la votre, vous
verrez bien,
ceci dit, tant que le défaut nest pas exagéré, ça ne nuira pas au bon
fonctionnement de la machine
Pour
la suite, dune dalle de 300/300/30mm coupé 2 pièce pour faire le
support.
Un petit
surfaçage, théoriquement je devrais
rehausser les roulements de 32mm
Préparation de
la plaque centrale, cette
plaque de 10mm dépaisseur ne serait pas indispensable, elle ne sert
quà
réunir les deux pieds de roulements pour ne faire quune seule pièce et
ainsi
en faciliter le montage et le réglage.
Elle sera soudée
et pour cela jai usiné une
bâtée qui sera remplie avec la soudure.
Lensemble sera
re surfacé pour corriger la
déformation due à la chauffe
Je passe ensuite
au perçage et taraudage.
Pour avoir unpeu plus daise, jai tout taraudé en M14, le
perçage dans la betic est
en 16mm.
On constate quil y a 2 trous de trop, ce nest pas
une erreur mais pour pouvoir reculer le roulement coté volant si la
bague de
blocage devait gêner.



















 Outils
Outils