






-
 Outils
Outils
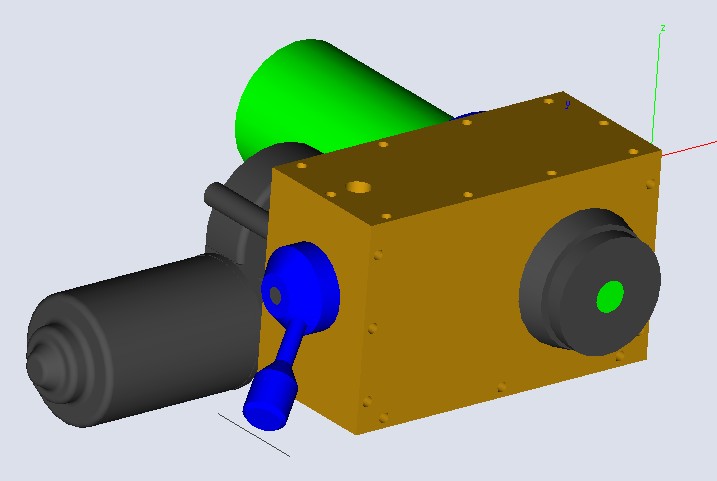
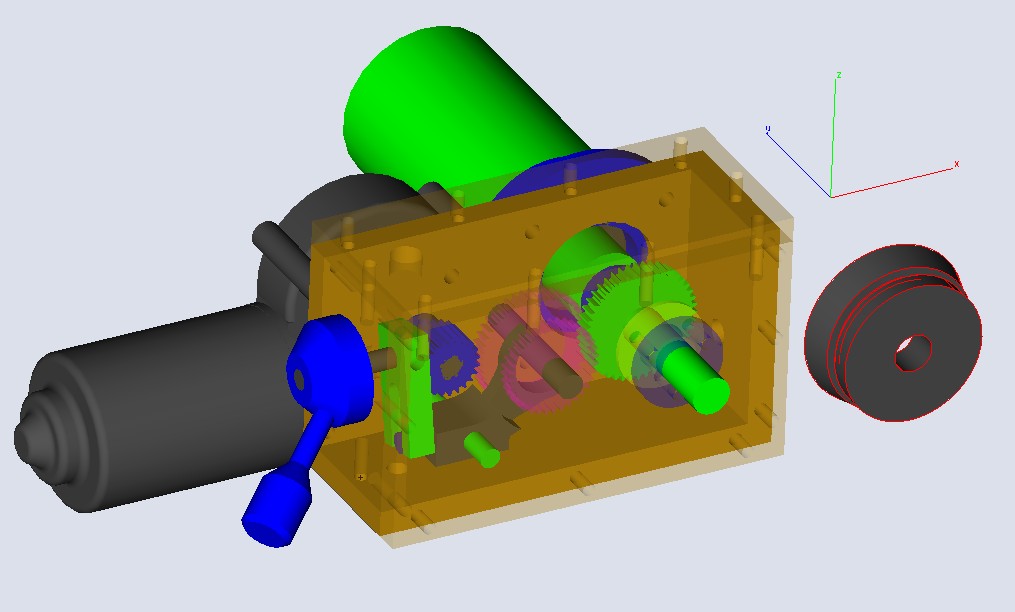
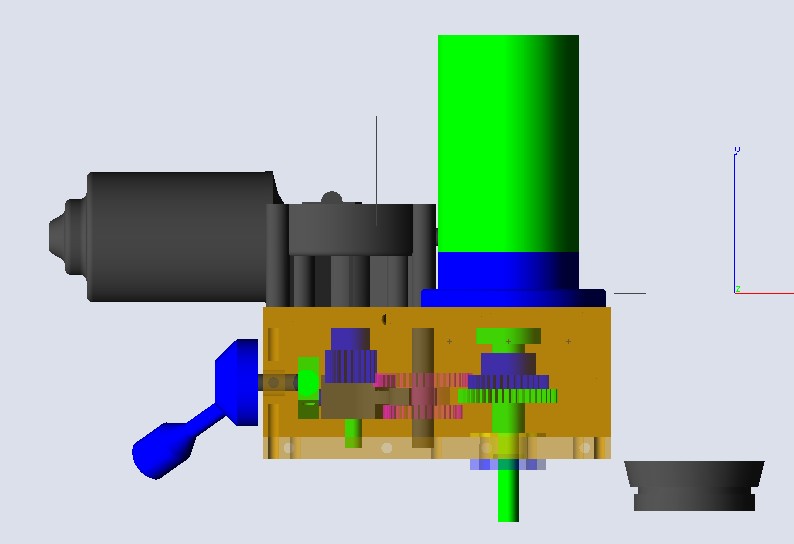
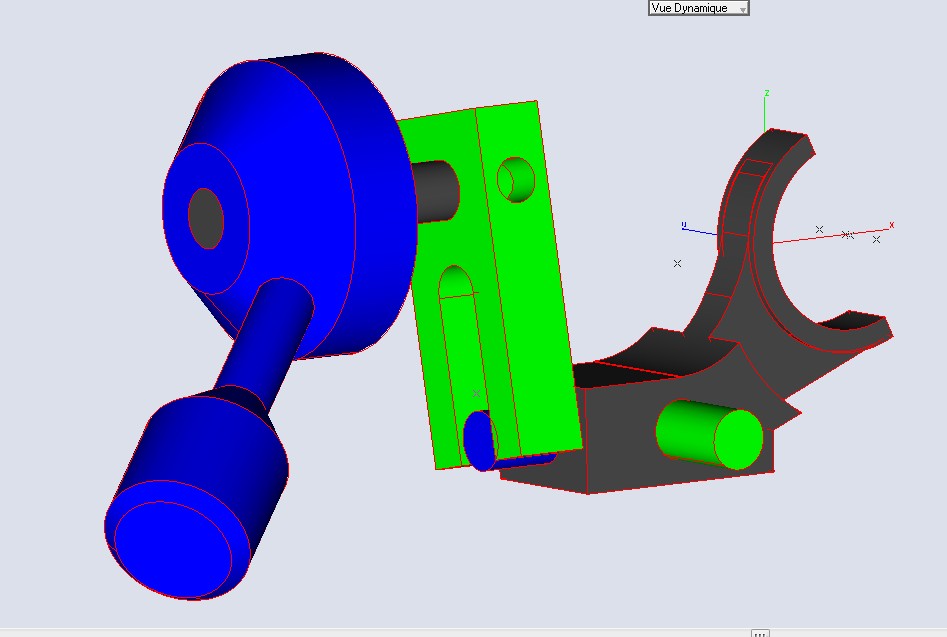
Suite à la rénovation complète dune petite fraiseuse Sydéric 2330, jentreprends de réaliser deux avances pour X et Y. Cela fait un bout de temps que je cogite là dessus et que je fais les plan. Pour des raisons de montage, ces deux avance ne sont pas entièrement identique, il y a quelques différences ce qui nest pas pour faciliter les choses. Ces avances tourneront avec des moteurs en 12VDC (moteurs dessuie glaces). La fabrication est faite pour durer, donc les engrenages seront en métal baignant dans lhuile comme une boite de vitesse. En fait ce sont deux petites boites à deux rapports + point mort. Un soin devra être apporté pour létanchéité, sinon lhuile risque de couler par les sorties daxes. Bien sur tout est calculé pour ne pas diminuer la course ses axes. Voici comment ça va se présenter en gros
Lintérieur
Le boitier sera entièrement réalisé en étiré, comme cela je naurais que les extrémités à dresser. Lassemblage se fera par vis. Cest parti, jespère être à la hauteur pour ce projet.
Voilà les pièces nécessaires pour les deux boitiers
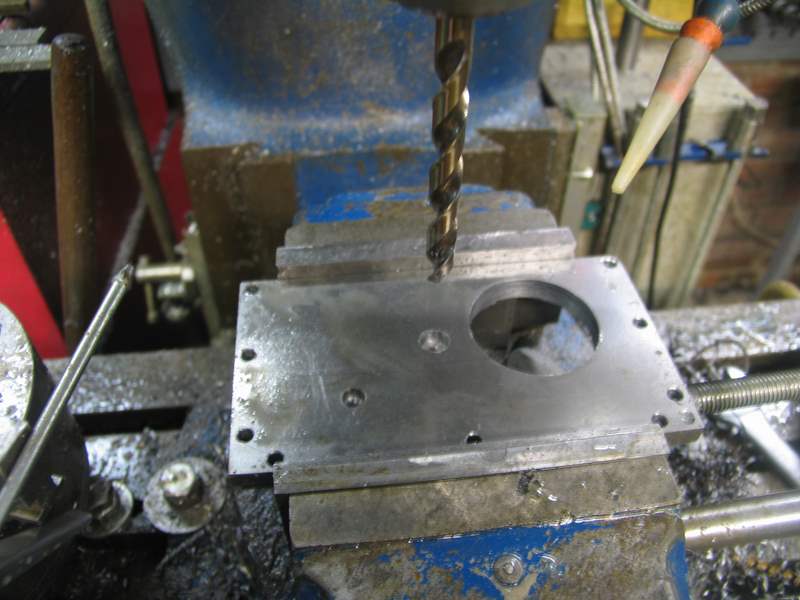
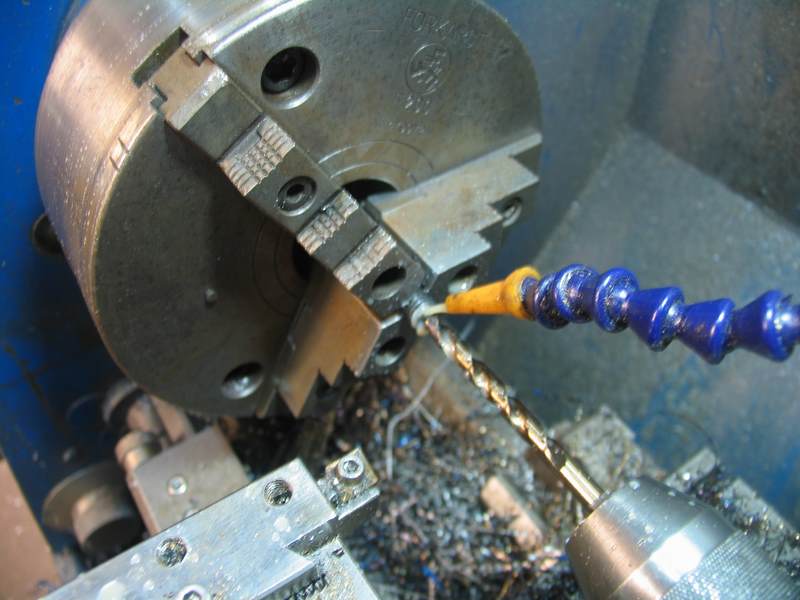
Pour le moment tout est encore sur plan, pour massurer que lentraxe des engrenages est bon, jai pris une chute pour faire un essai,après avoir percé ça tombe pile poil., les mèche remplace
les axes pour cet essais.
Voici les premières pièces que je vais réaliser
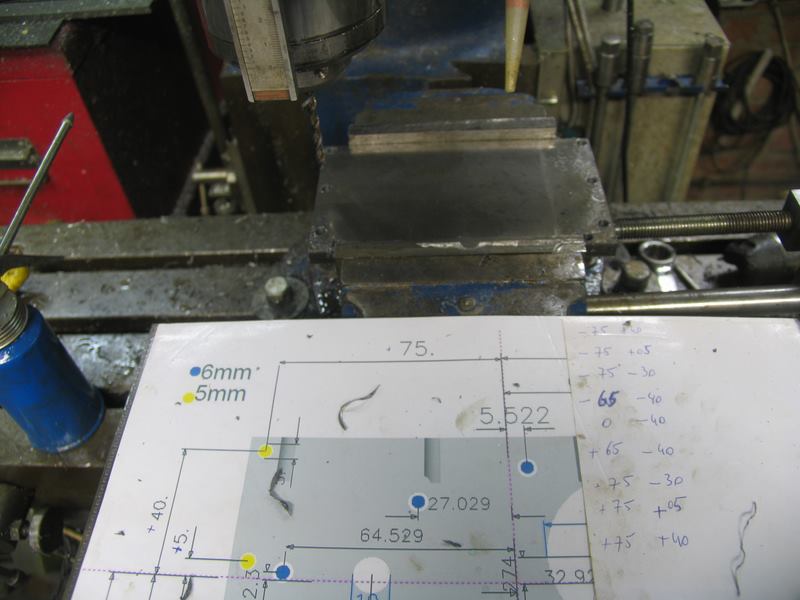
Je commence donc par le dos et la façade du transversal (Y), toute une série de trous seront nécessaire. Bien sur, je nenvisagerais pas de faire ce travail sans DRO, jimagine le travail de titan et surtout la chance quil faudrait pour quau final tous les perçages et taraudages correspondent, mais bon ça ne veux pas dire pour ça que ce serait impossible, mais si je men tiens à ce que lulu disait dans un de ces post, « on trace, on pointe dun coté et on perce de lautre » Au lieu de prendre un coin comme point de départ, jai lhabitude de prendre le centre de la pièce. Je monte une butée pour ne pas devoir à chaque fois centrer la pièce. Je me suis donc armé de mon plan et dune petite fiche avec tous les axes des perçages, je nai plus quà placer loutil au bon endroit
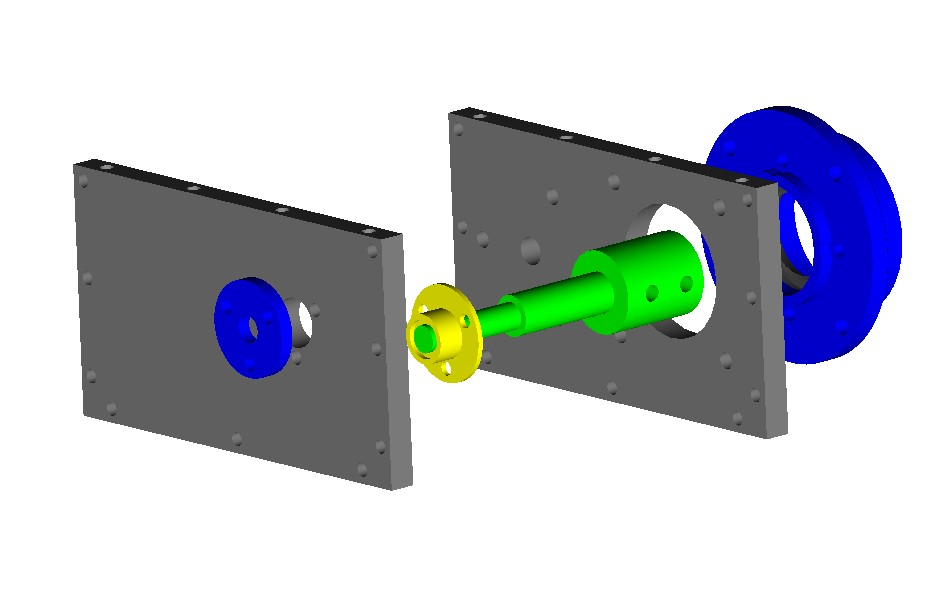
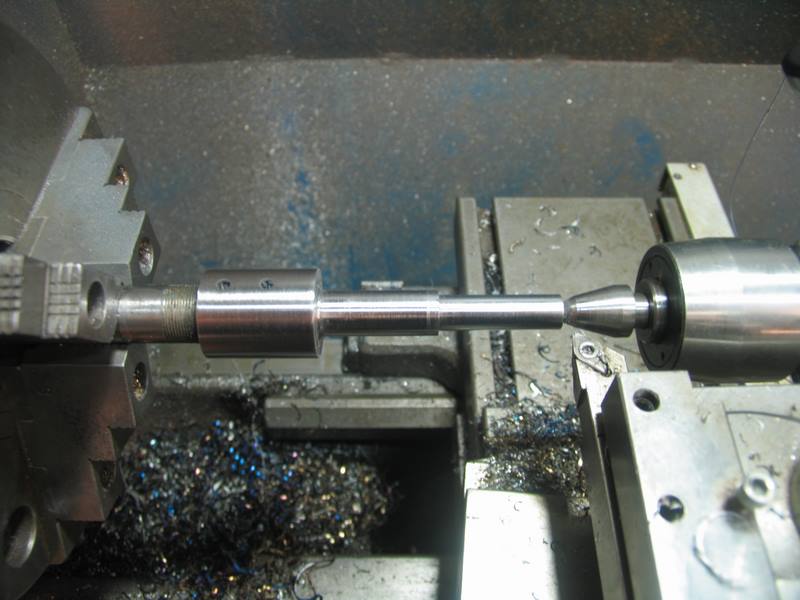
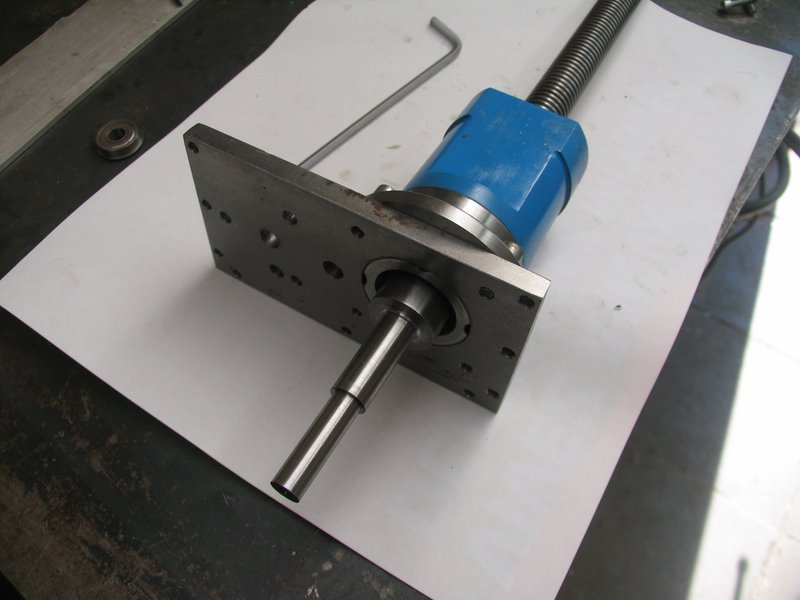
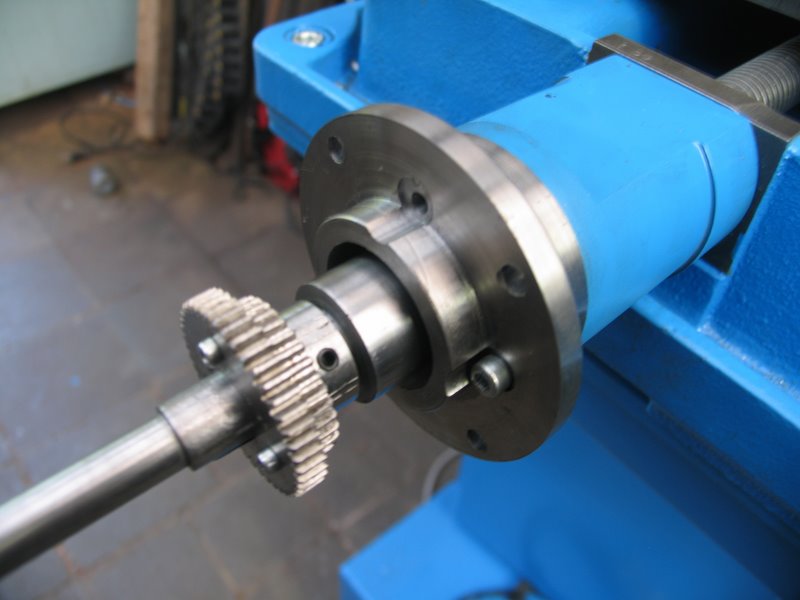
Pour laxe X je nai pas ce problème de manivelle, comme dorigine il y en a une de chaque coté, je peux en laisser une pour affiner en manuel si nécessaire mais par contre pour le Y ce nest pas la même chose, je ne vais pas remettre de manivelle pour le pas lavoir tout le temps dans lestomac mais par contre je vais juste remettre le vernier qui servira autant pour la mesure que pour affiner, manuellement. Oui mais il y a un hic, la vis est trop courte et ne dépasse pas assez pour traverser lavance et le vernier, je dois donc faire un manchon pour la rallonger.(en vert sur le dessin) Jai donc démonté cette visse pour pouvoir usiner ce manchon directement dessus et pour lui assurer une parfaite concentricité. Jai donc alésé le manchon au bon Ø puis monté sur la vis, on ne le voit pas sur la photo mais des petites protections on été mise sur les mors pour ne pas abimer la vis,
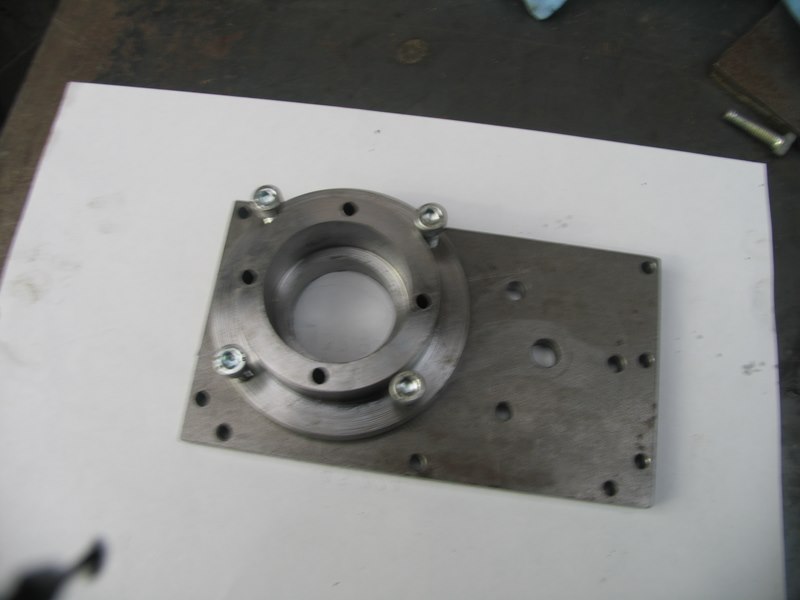
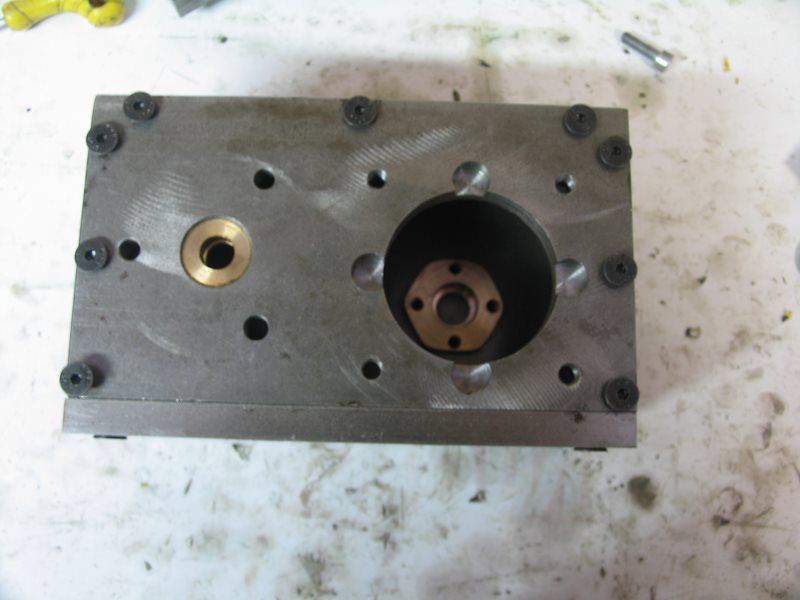
On a trois palier, le premier servira à inclure un joint à double lèvres (joint spy) de 30/47, jai calculé de façon a ce que le joint se trouvera entre les deux vis de fixation Le 2eme pour les engrenages et le 3eme traversera lavance pour recevoir le vernier.
Coté machine, quatre perçage on déjà été prévu au moment de sa restauration mais je dois usiner une bague qui se montera entre le bloc des roulements de la vis coté machine et lavance. (en bleu) Lépaisseur de cette bague na pas été décidée au hasard, elle devra permettre au moteur de se placer entre lavance et la machine, si javais placé le moteur à lavant, je naurais pas eu de place pour le vernier, par contre cest le contraire qui se passera sur le X, le moteur sera à lextérieur. Encore de la récup, un bout daxe de Ø90mm vient de quitter le bac à chutes.
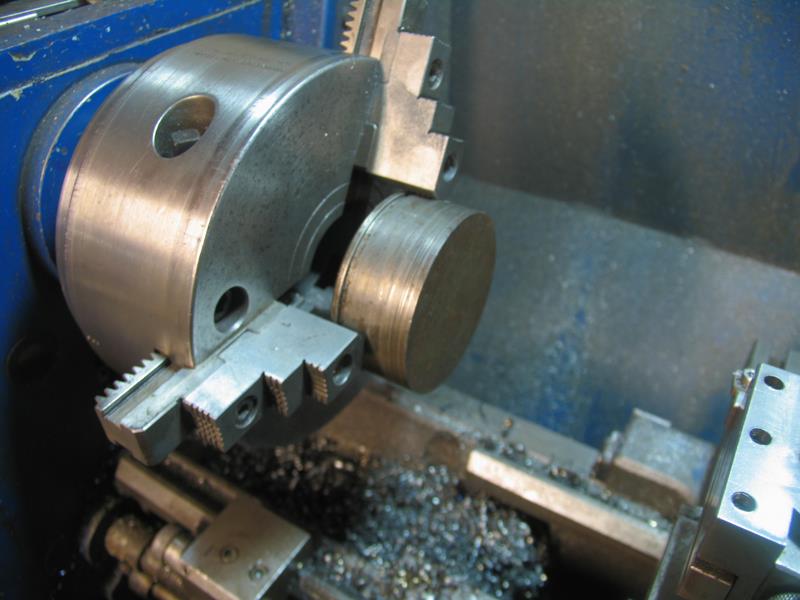
Cest parti pour lusinage de la première bague puis Perçage à 30mm pour commencer lalésage
Et voilà, cette bague recevra un joint spy de 30/47. Il ne reste que le perçage à faire. Je me suis toujours dis quun jour je me bricolerais un diviseur et une petite tête de perçage sur mon tour, ainsi je ne devrais plus passer les pièces à la perceuse ou à la fraiseuse.
En passant, une petite vue sur ma façon de monter ce petit accessoire que jai fait, qui me sert très souvent et qui me permet de monter vite fait tous mes mandrins en camlok http://cphili.eu/pages/pages.php?title=54-accessoire-pour-montage-des-mandrin-camlock Je monte un simple cône dans la broche de la fraiseuse puis je le descends dans lalésage, le porte mandrin se met tout seul en place, il ne me reste quà le brider sur la table et vérifier le centrage mais en général il est plus que suffisant pour le perçage.
Il me reste plus qua tout mettre zéro
Puis à percer et tarauder.
Un petit essai de vissage, toujours une petite appréhension mais tout se passe très bien, toutes les vis se vissent à la main sans forcer malgré que je ne prévois que très peu de jeu, je perce à 6mm pour du M6 et non a 6.5 ou même 7 comme on peut souvent voir. Voilà la première bague de faite, aujourdhui jattaque la seconde pour le 2éme axe.
Voilà pour la seconde bague, le morceau qui reste dans létau bien sur. Mis a part lépaisseur, elle est quasiment identique que lautre donc je ne rentre pas dans le détail, ici ce ne sera pas vraiment un joint spy mais un cache poussière de vérin hydraulique, je pense que ça fera aussi bien laffaire, ce nest pas un joint vraiment prévu pour les axes tournant mais à la vitesse ou ça va tourner, il sera bien capable de retenir le peu dhuile qui risque de sortir, le principal cest quil résiste bien à cette huile
Et cest parti pour une longue séance de perçage et taraudage.
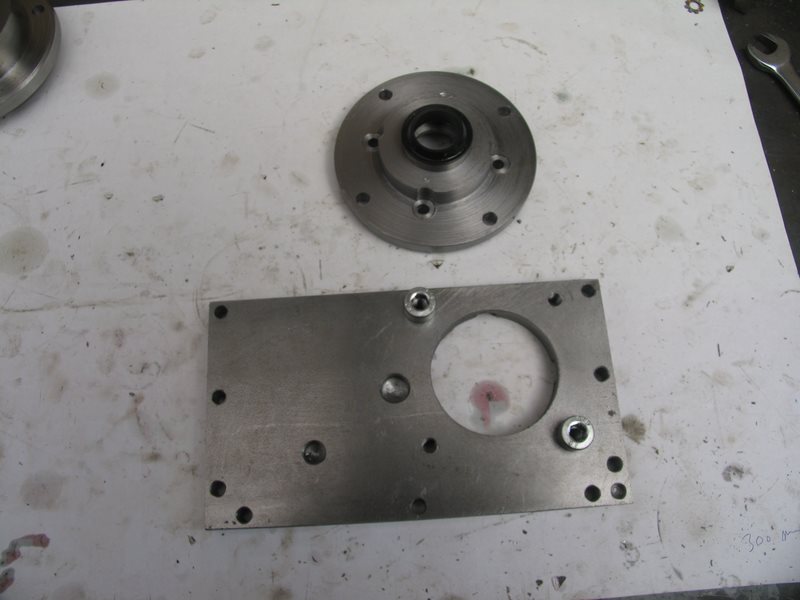
Bien sur, il y a un hic, une petite erreur de perçage, autour de lalésage il y a quatre trous taraudés M6 mais dans ma lancée je me suis aperçu que je me suis trompé de foret, jai pris du 6mm au lieu de cinq, javais déjà percé deux trous, pourquoi en diagonale ? il ny a aucune raison, un pur hasard. Ces perçages sont prévus pour fixer la bague ou pour être plus précis, pour fixer la boite à la bague, comme les perçages dans la bague ne sont pas encore fait, jaurais pu continuer comme ça et visser de lintérieur mais ça mobligerais a démonter toutes la boite pour accéder au vis et pouvoir lenlever alors quen la vissant de lextérieur, la boite restera en un morceau. Pour réparer mon erreur, jai re taraudé en M8 pour visser de lintérieur une vis qui le sert de douille, puis repercer avec le bon Ø
Au verseau de cette même pièce on ne voit plus rien et les têtes de vis à lintérieur de la boite ne gêneront pas.
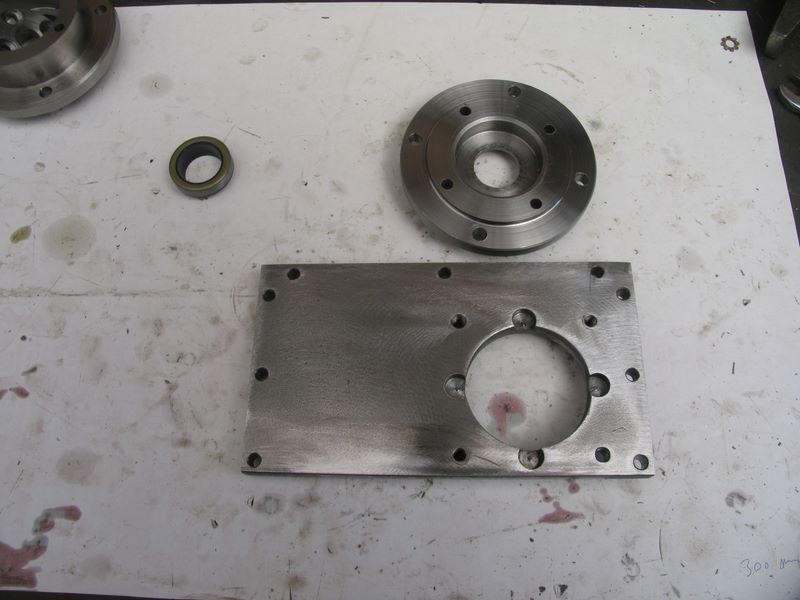
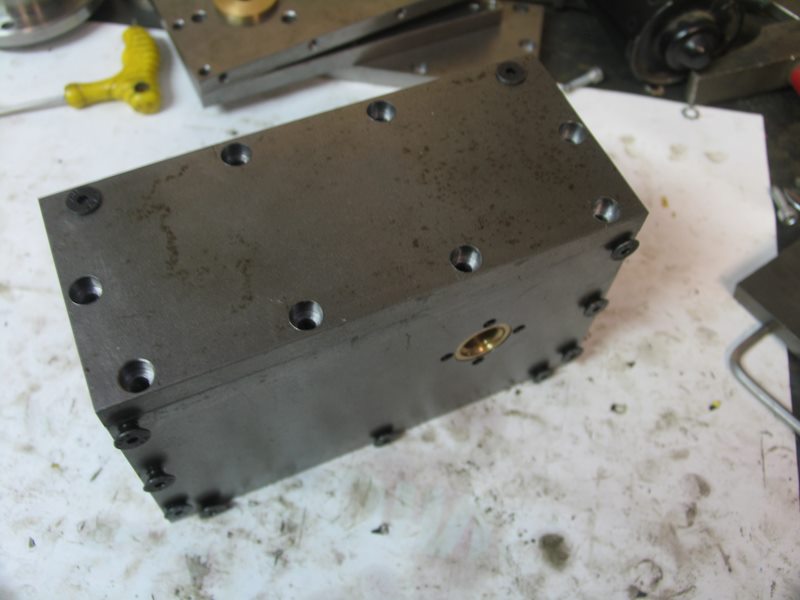
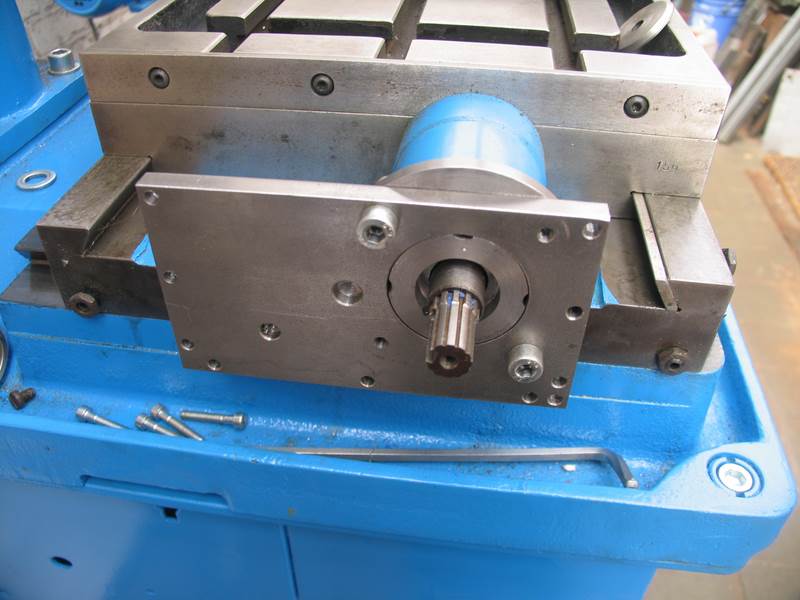
Les deux plaques arrière sont faites, voilà comment ça se présente
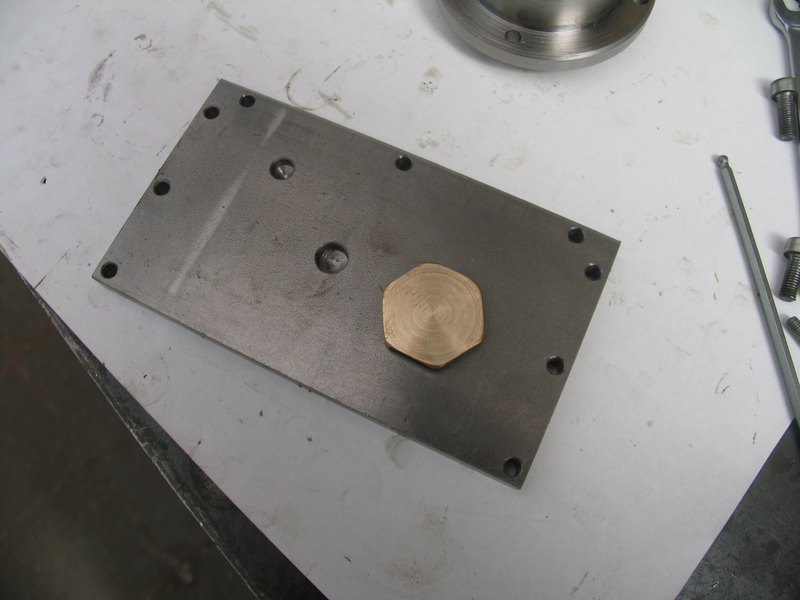
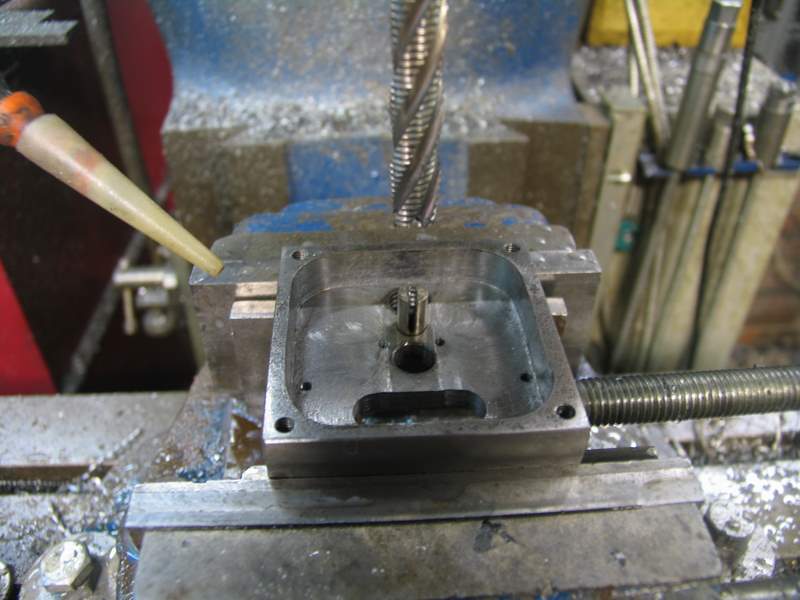
Maintenant jattaque la plaque avant de laxe Y, la visse doit traverser la boite pour le vernier, Jusine donc une bague en bronze que je serti à la presse, à lintérieur de cette bague, ici létanchéité sera assurée par des joints toriques, il ne reste quun Ø de 10mm et rien dautre comme joint mais ça marchera aussi bien. Pour être sur que le perçage est au bon endroit, je ne perce pas le centre au tour mais à la fraiseuse.
A lintérieur je fais une batée pour recevoir un joint torique qui sera monté sur le manchon en bout de vis, à cet endroit, il fait encore 15mm de Ø puis à lextérieur un petit http://www.cphili.eu/imgrealis/avsyderic/01titre.jpg logement pour en placer un deuxième qui sera compressé par une bague, le tout maintenu par 4 vis.
Pour le vernier, le serrage sera assuré par une petite bague fendue. Voici une idée de ce que ça donne
Pour la sortie moteur, jai fait une rainure de chaque coté à lintérieur de la bague en bronze pour y placer des joints toriques
Je suis reparti avec une série de trous et de taraudages
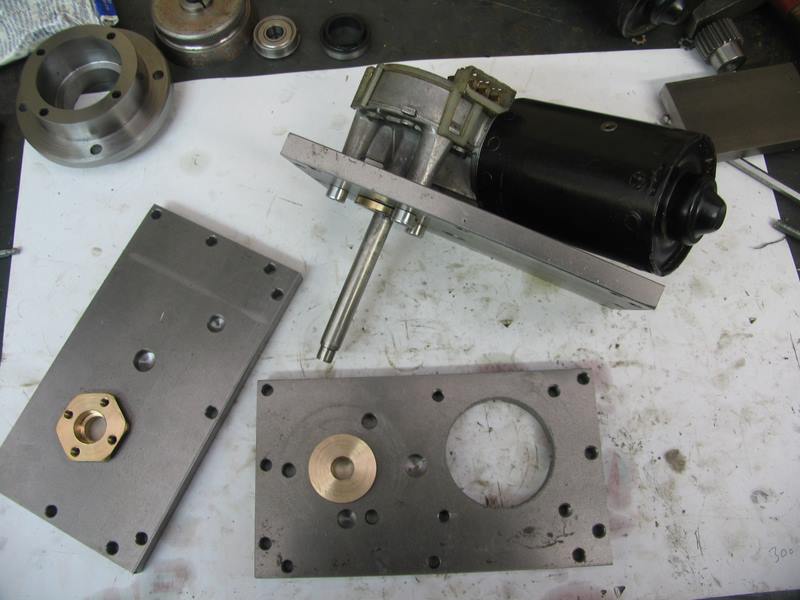
La Bridgeport est installée à coté de la HBM45 que je dois numériser, les vis à billes et pas mal de matériel sont posé dessus alors je ne vous dis pas le nombre de fois que je ma suis demandé pourquoi cette machine nest pas encore faite, ça maurait vachement facilité la vie. Un petit montage des boites pour voir si tous les trous de vis correspondent. Le résultat est impeccable, bien sur, pour le couvercle (haut) ça ne peut pas se visser parce que jai prévu 4/10mm pour les joints détanchéité qui seront en papier.
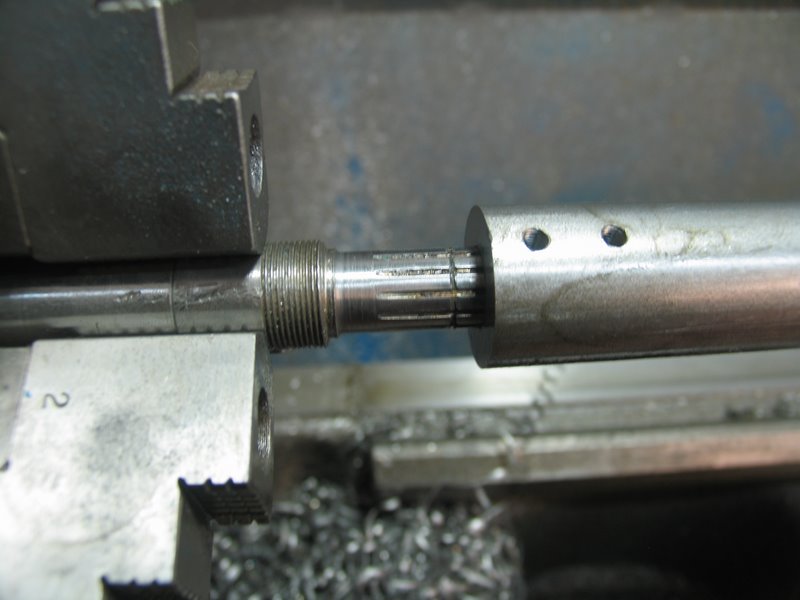
Pour laxe X, pas besoin dusiner une rallonge comme pour le Y, laxe dorigine sera assez long mais par contre il est crènelé sur toute sa longueur, je dois donc le rendre lisse à lendroit du joint spy. Jaurais pu lusiner pour le rendre lisse mais le diamètre serait sérieusement diminuer et il ne serait plus question de mettre un joint spy Pour ça jai usiné un petit manchon que jai monté en force sur laxe, jai mis un joint torique et rempli le crènelage avec du blue joint silicone, le joint torique sera écrasé en font de butée pour rendre le tout étanche, 2 coups de pointeau empêchera ce manchon de ressortir quoi que vu de la façon quil serre, je doute fort quil ne sorte un jour.
Mise en place de la bague et de la plaque arrière de la boite
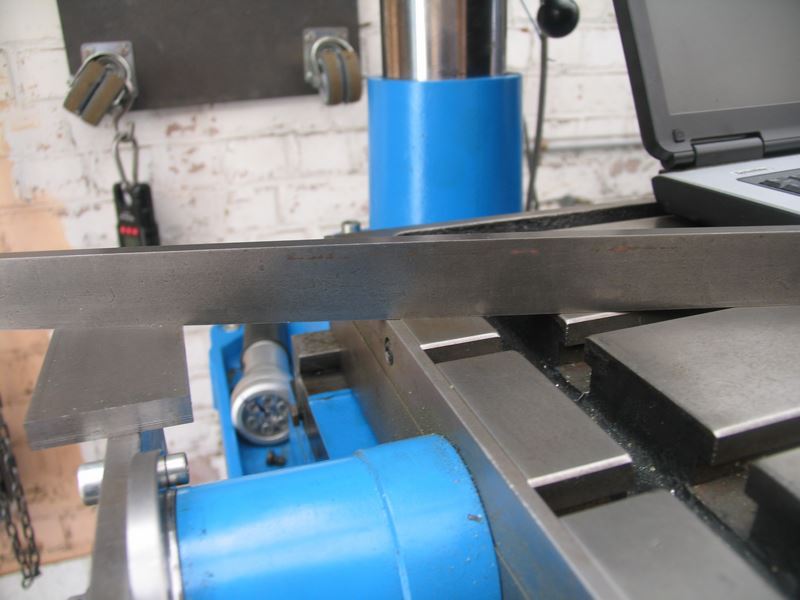
Petite vérification pour voir que la boite ne dépasse pas la table au cas où on voudrait usiner une longue pièce, cest nickel
Maintenant je peux passer à la préparation des pignons. Je ne les ai pas taillé moi-même, au prix où ça coûte tout fait et au prix de la fraise ce serait un peu ridicule mais par contre je dois les modifier. Il faut bien se dire aussi que de toute façon, même en les usinant moi-même, jaurais eu la même modif à faire, je ne suis pas outillé pour tailler deux pignons de grandeurs différentes côte à côte Comme ils sont assez larges, je commence par les couper en deux, un petit montage sur ma petite scie et ça passe très bien
Un petit tour au tour, oui je sais, pas de protection pour ne pas abîmer les dents mais ce sont des mors doux et je ne serre pas comme une bête
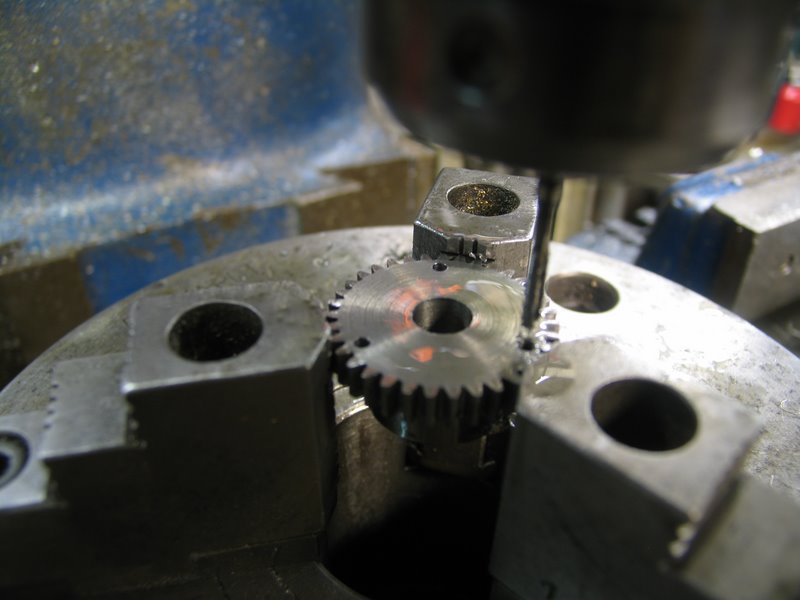
Par contre ici, mauvais exemple, le mandrin employé a des mors qui finissent quasiment en pointe. Ce mandrin est monté sur la fraiseuse mais comme certains mors passent entre les dents et dautres pas, là il y a réel danger et en plus il me serait impossible de garantir le centre. Bon comme il est réglé pile poil pour le perçage jy vais quand même mais se sera le seul.
Puis un nouveau réglage avec un mandrin plus adapté, puis perçage et taraudage.
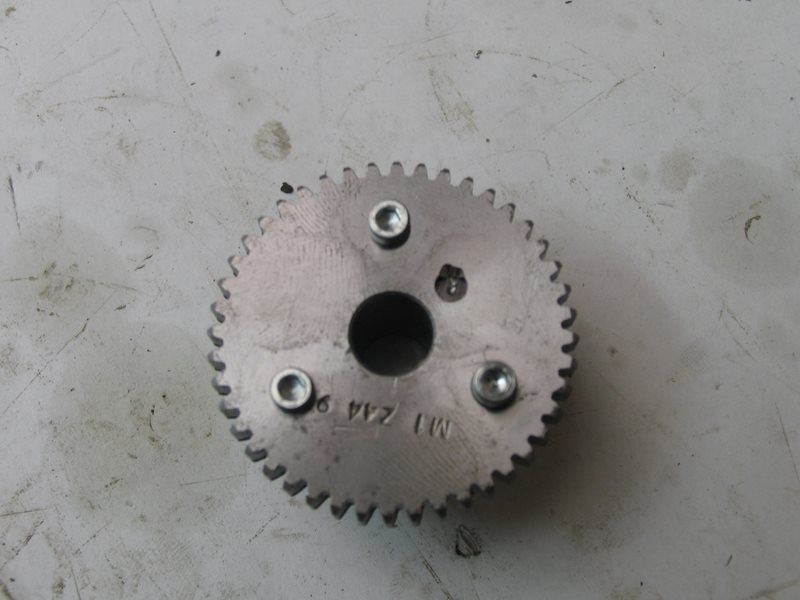
Les doubles pignons sont assemblés par 3 vis M3, oui cest du fin mais ce ne sont pas des gros pignons non plus. Pour éviter le cisaillement des vis, jai placé une goupille dacier de Ø4mm, pas une goupille fendue mais une aiguille provenant dun roulement, puis jai donné un coup de pointeau pour quelle ne ressorte pas
Une petite rainure de clavette ainsi que sur larbre de la vis
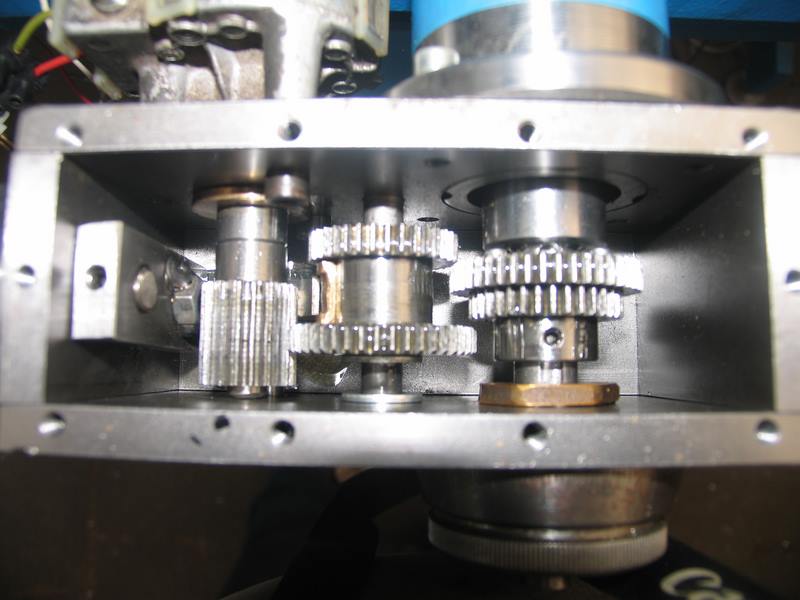
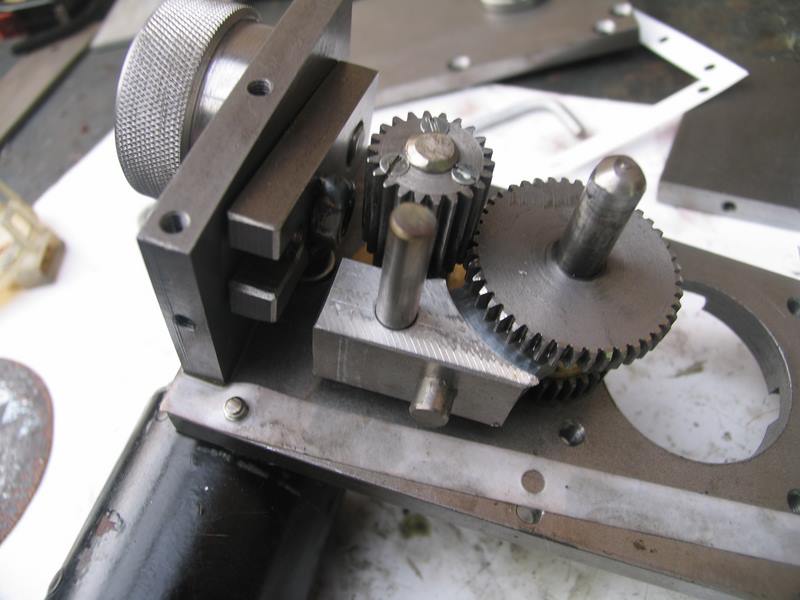
Mise en place des joints spy et vérification des clavettes
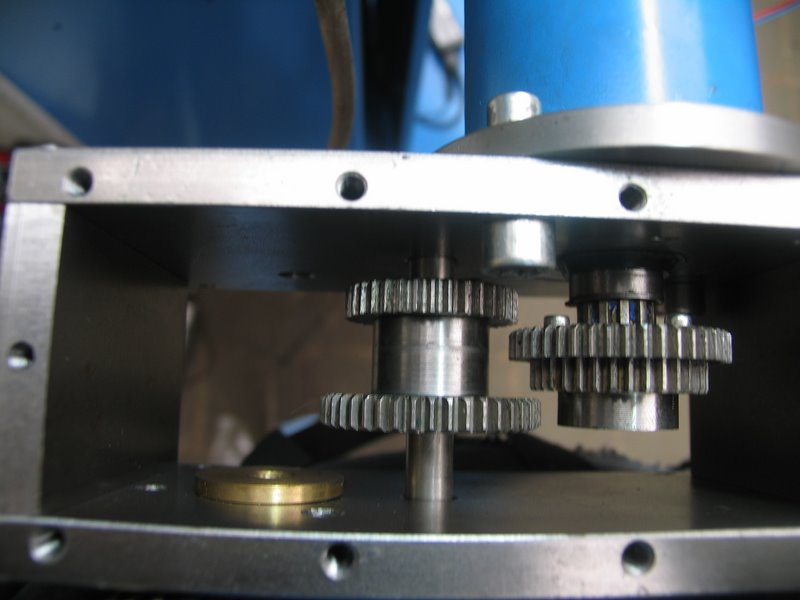
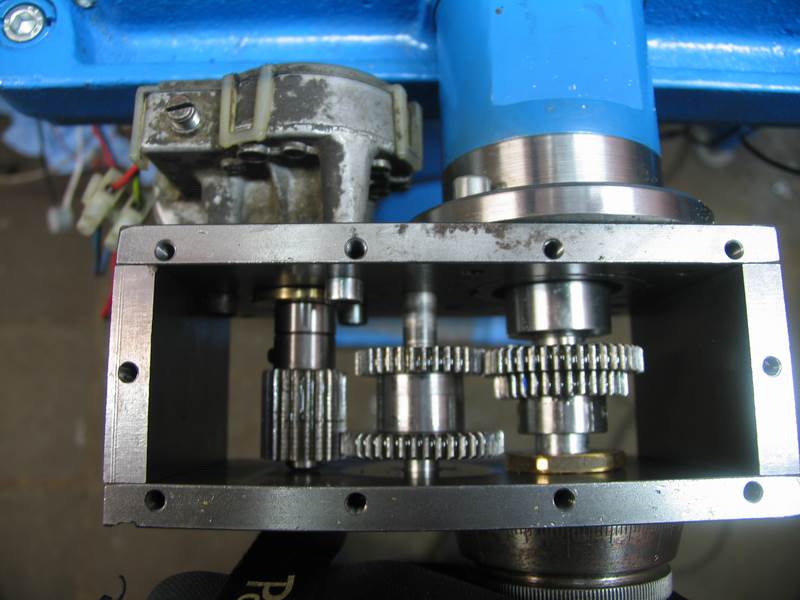
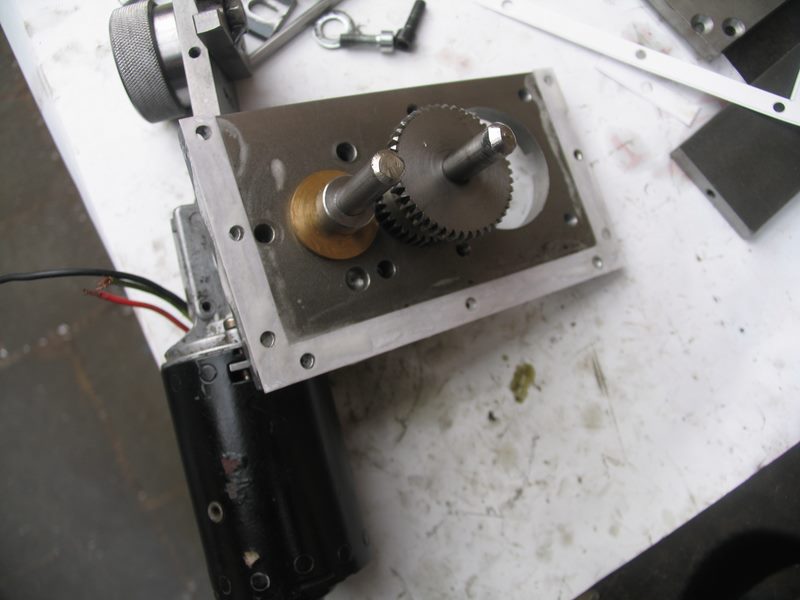
Engrenage de laxe Y
Comme ça, y a un peu plus de bon sens.
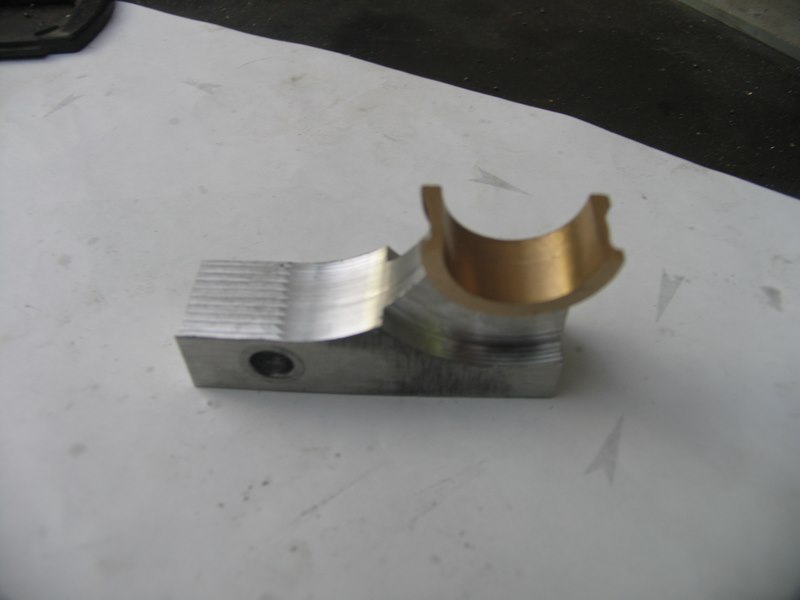
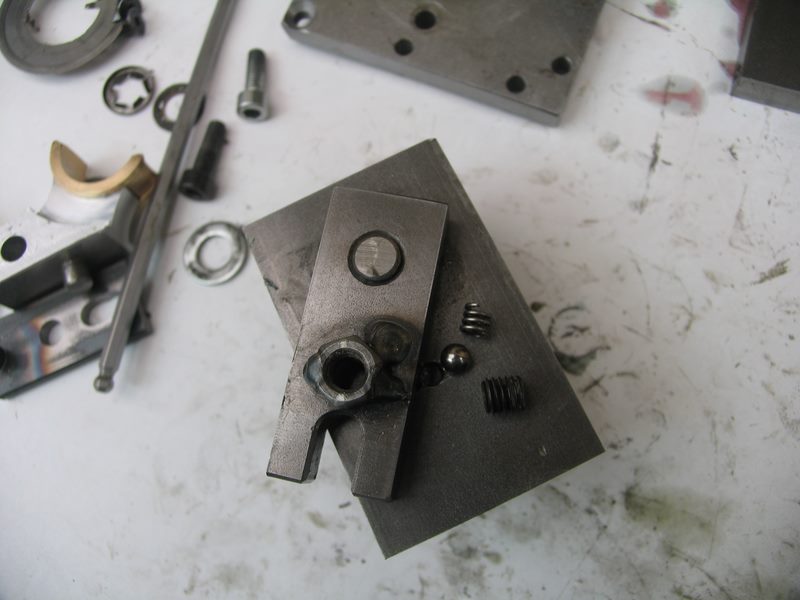
Maintenant il faut pouvoir déplacer lengrenage central, il faudra donc une fourchette. Un morceau dalu, un coup de fraiseuse, un morceau de bronze et voici ce que ça donne
Un peu dacier une bille et un ressort pour garder la position
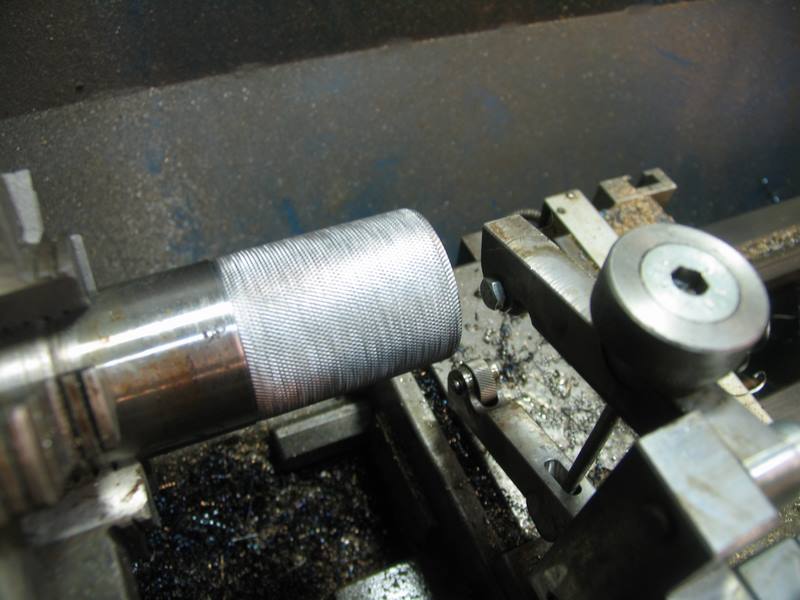
Puis je fais un moletage sur un axe de 40mm pour faire les poignées
La encore ça se gâte, je comptais faire comme ça
Mais impossible de la faire coulisser dans son axe, je pense avoir tout essayé, la fourchette est en alu, au début je me suis dis que cétait normal, lalu ne glisse pas vraiment bien, alors jai mis une bague en bronze, puis en pom, en inox, jai employé un morceau daxe rectifier provenant dune imprimante mais rien ne marchait vraiment bien, il ny a que la fonte que jai pas pensé, peut-être ça aurait été la bonne solution, pour finir jai rajouté une pièce en dessous de la fourchette pour la prendre par-dessous et là, miracle, ça fonctionne a merveille.
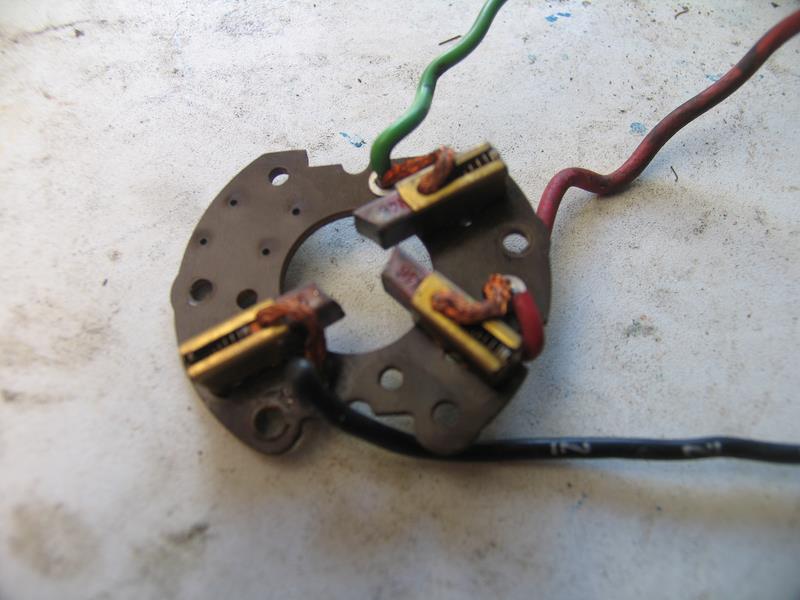
Maintenant parlons un peu du moteur dessuie glace. Cest un moteur à 3 charbons, en général il y a 2 fils qui sortent, un vert et un rouge. Le troisième charbon est branché à la masse Si on branche le vert et le rouge, on as une vitesse rapide dans un sens mais moins rapide en sens inverse, par contre si on prend le vert et la masse, on as une vitesse plus lente, identique des deux sens mais avec beaucoup plus de couple vu que les charbons sont juste à lopposé lun de lautre
Maintenant si on compte employer le rouge et le vert pour le rapide et le vert avec la masse pour la vitesse lente, ça devrait marcher mais avec deux avances, si lune tourne dans un sens et lautre de lautre sens ça impliquerait que lalimentation soit branchée le à la masse pour un moteur et en même temps le + à la masse pour lautre, là ça nira plus. Donc il y a un moyen bien simple de contourner, cest disoler le charbon de la masse pour le brancher sur un troisième fil, ici un noir. Maintenant il ny a plus aucune raison que ça ne marche pas
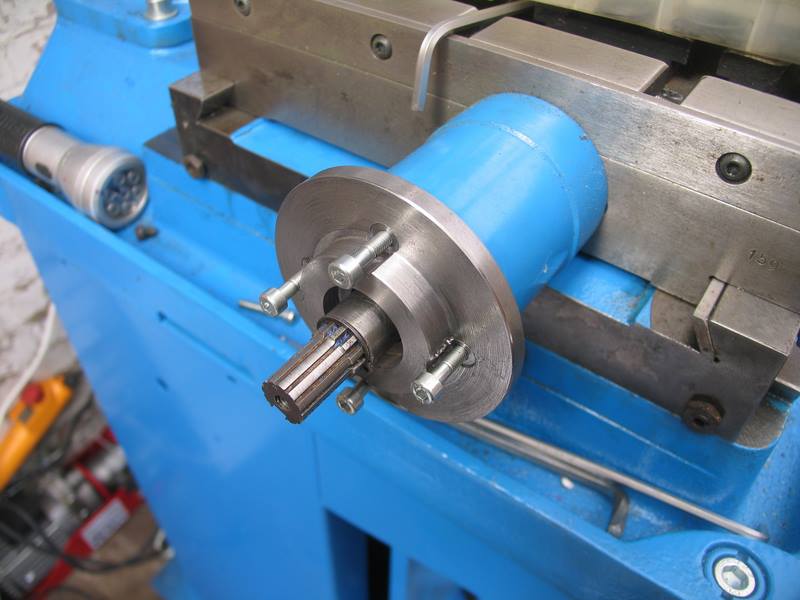
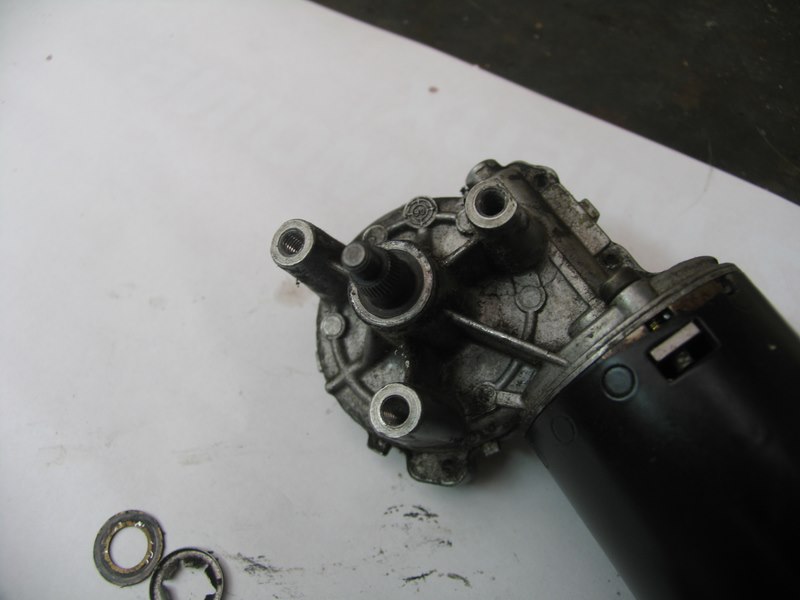
On ne saura pas faire grand-chose avec le morceau daxe qui sort du moteur, il ne sert quà fixer une tringle alors que pour les avances quil soit assez long pour fixer le pignon a lintérieur de la boite
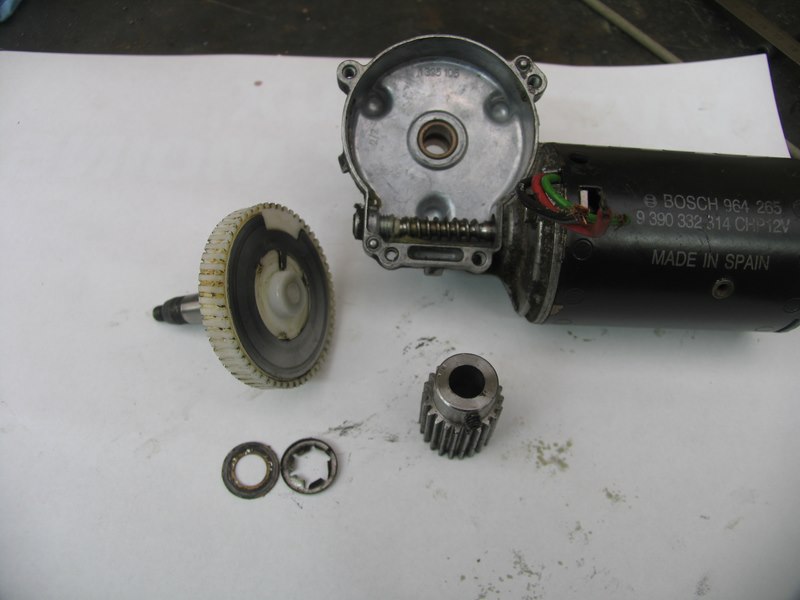
Donc je démonte le pignon et je chasse laxe à la presse pour le remplacer par un axe plus long, ici il est en inox en Ø10mm
Je refais un crénelage, je ne sais pas si cest la bonne expression, puis je le monte sur le pignon
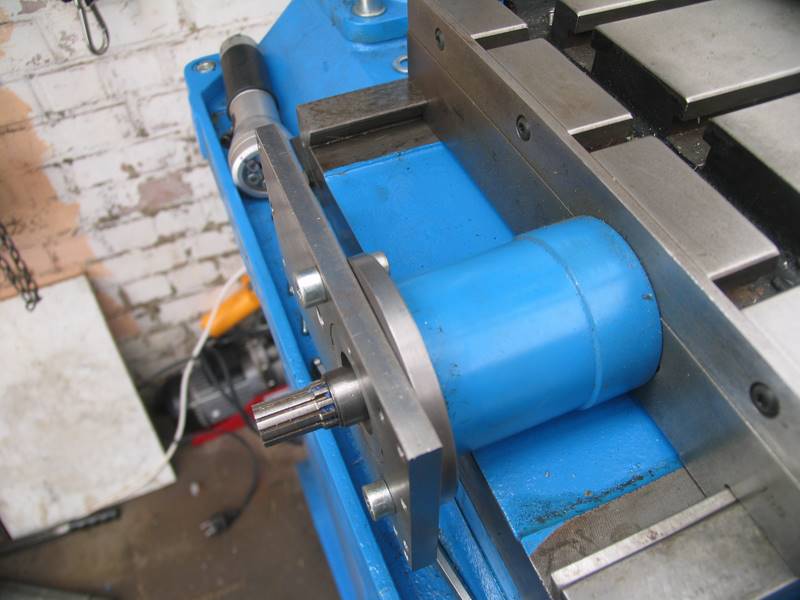
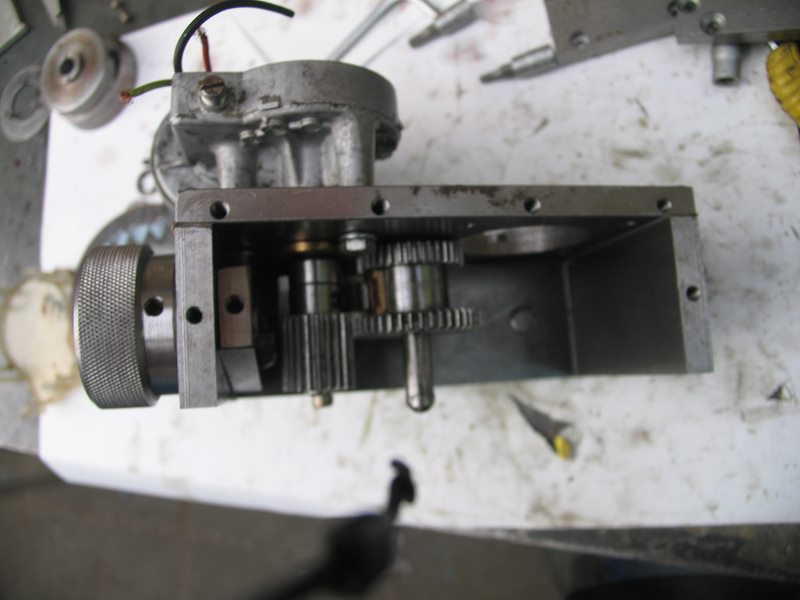
Puis je débarrasse le couvercle des ancien fils et je termine par un bon nettoyage recto verso
Voilà le moteur près et monté, laxe traverse une bague en bronze, létanchéité se fait par joint torique
Chaque vis qui traverse la boite est munie dun joint, de plus elle sera montée au Loctite pour étanchéité des raccords hydraulique
Il est enfin temps dassembler définitivement ces boites, létanchéité sera obtenue avec des joints papier cartonné imbibé dhuile
Je ne peux pas affirmé pour linstant que ces boite seront parfaitement étanche, quil ny aura aucune fuite dhuile mais si cest le cas, comme ces boite ne sont vraiment pas bruyantes, je remplacerais lhuile par de la graisse. Puis je me suis dis que tant qua faire, faisons également des fins de course et des commandes sympas. Je ne peux que récupérer que les glissières dorigine, les taquets ne conviendrons pas pour ce que je veux faire donc je dois en usiner dautre.
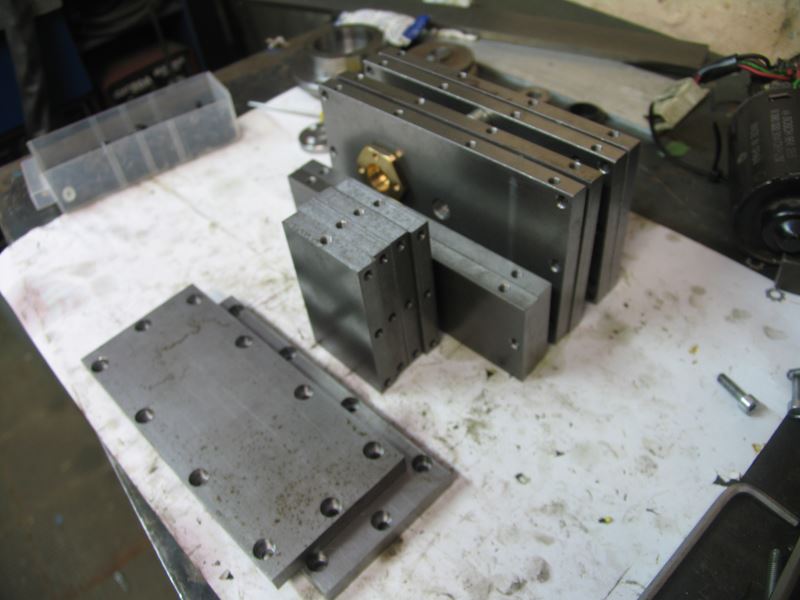
Au lieu demployer de bêtes interrupteurs pour manuvrer les avances, pourquoi ne pas faire des manettes, se serait plus sympa et ça ferait plus vrais. Jai donc pris deux morceaux dacier et je les ai finis à 70/70/20 puis je les ai défoncés pour en faire des boites
Jai percé et taraudé les coins pour visser les couvercles puis les trous de fixation pour les contacts en M3 ainsi que les réservations pour les manettes
Javais soudé un plot central pour y placer un ressort mais finalement ça sest avéré inutile, alors je lai enlevé a la fraise pour gagner de la place dans le boitier.
Jai ensuite coupé un morceau dun vieil axe de 60mm pour les manettes
Ici on voit le dessous, le plot du haut viendra sappuyer sur les contacts Celui du centre est le pivot, il est percé et fileté pour sa fixation. Les 3 trous du bas serviront à indexer la manette et la maintenir dans sa position.
Ca existe tout fait mais comme je nen ai pas, jai fait mes BTR a bille moi-même, pour cela, une BTR de M12 percé à 8mm, une bille de 8mm provenant dun vieux roulement et un morceau de ressort
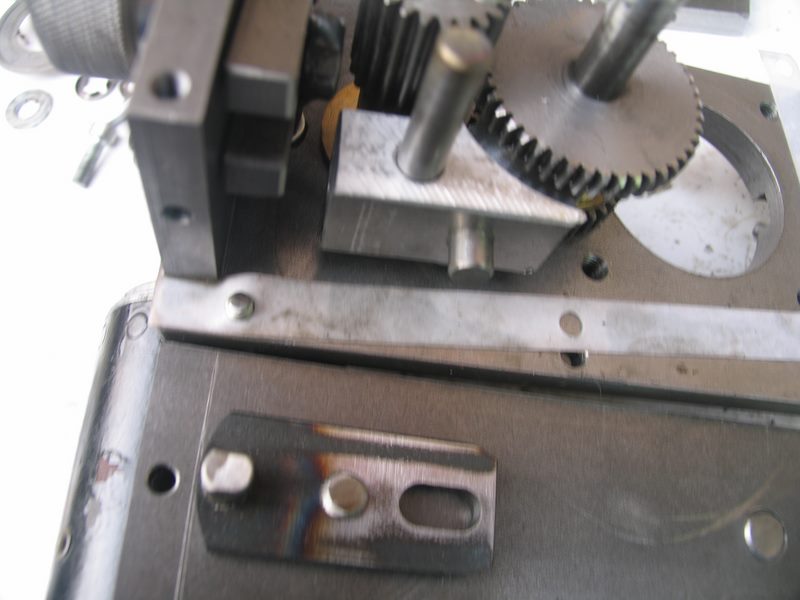
Comme les taquets dorigine ne pourront pas servir, jen ai usiné dautres Pour ça javais encore un morceau détiré de 40/40, bien pratique, déjà 4 faces finies, il ne me reste que deux face a surfacer et mettre à mesures
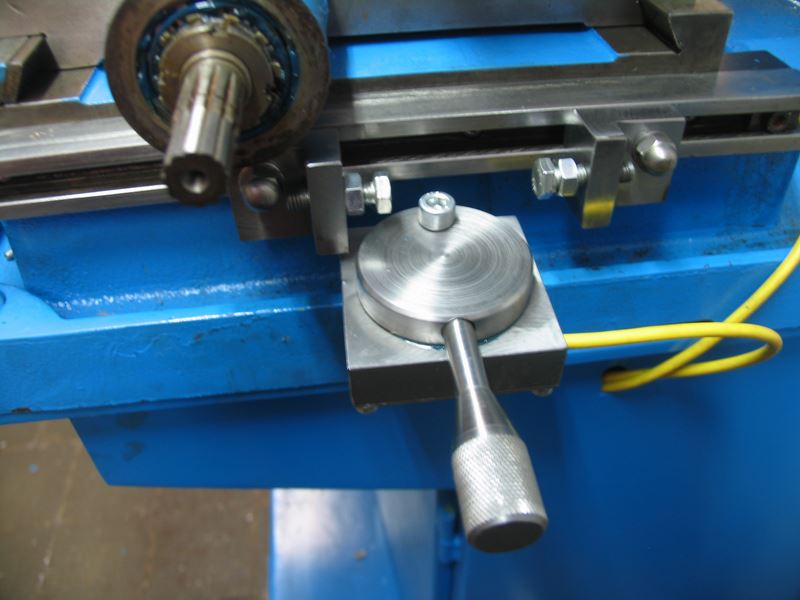
Voilà lensemble monté à blanc.
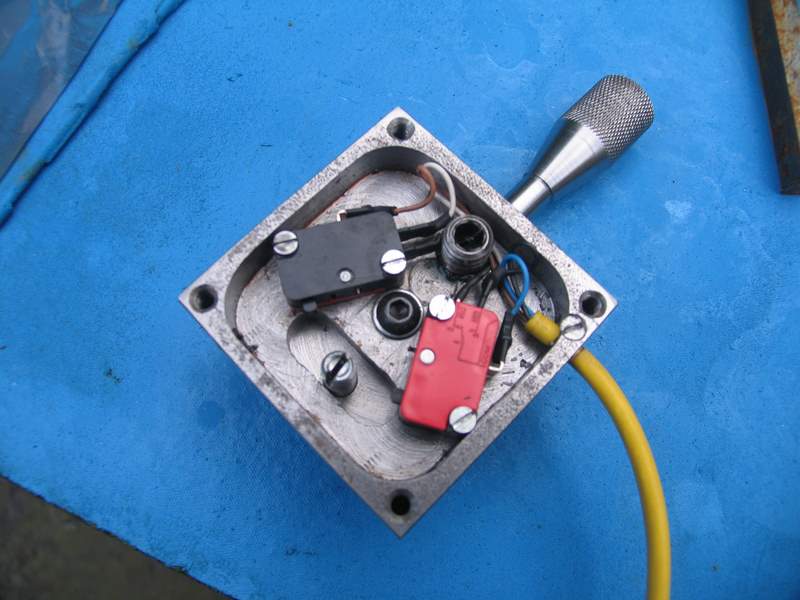
Lintérieur avec les contacts
La manette du X montée et celle du Y
Vous avez certainement compris le principe, en se déplaçant, le taquet de la table viendra pousser la manette qui coupera le contact, quand on actionnera la manette de lautre coté, la table repartira dans lautre sens. |