


















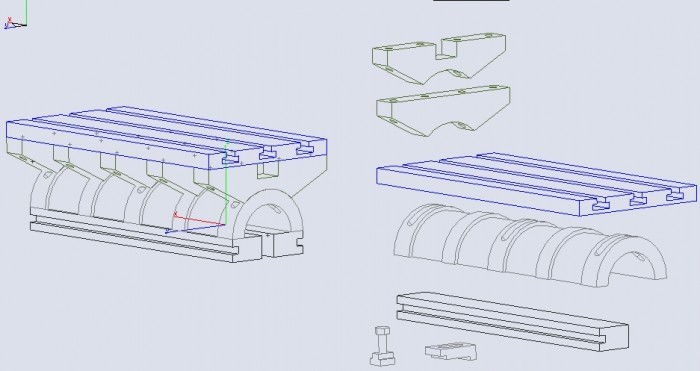
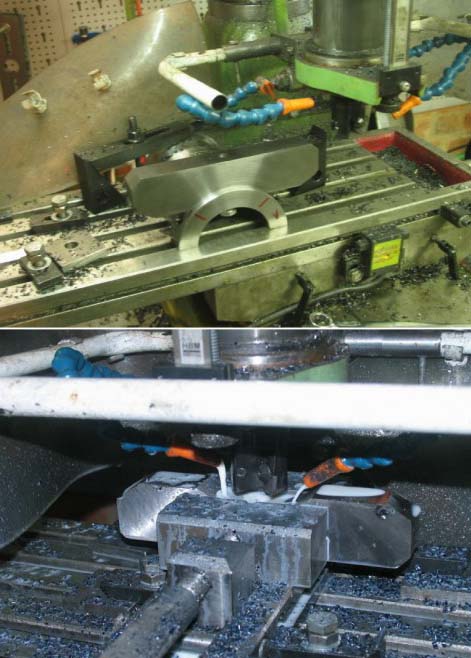
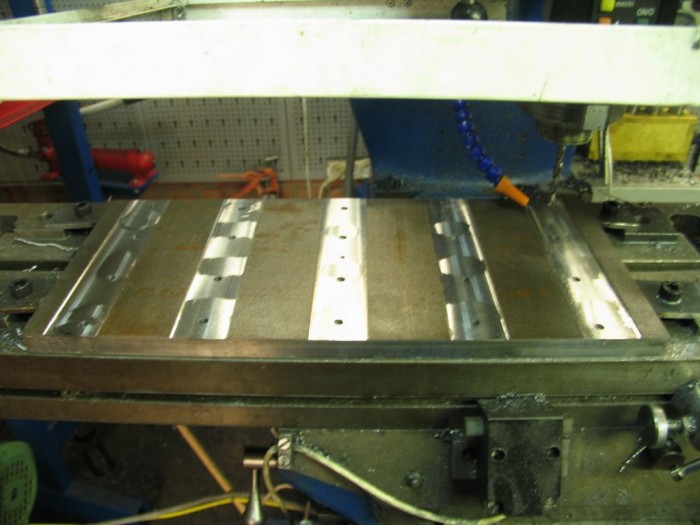
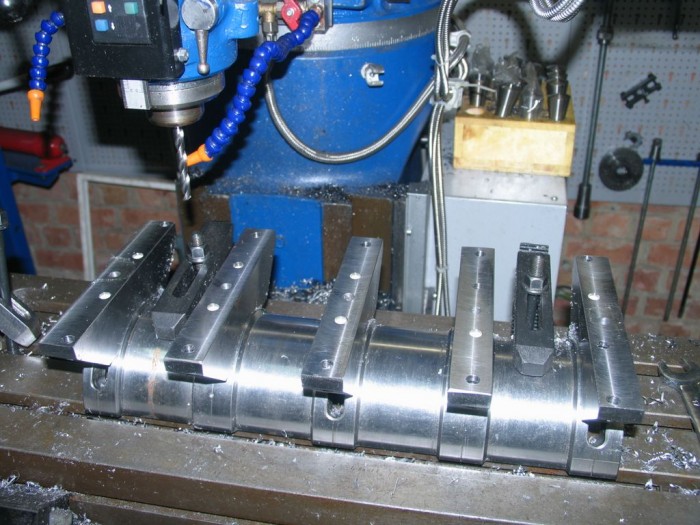
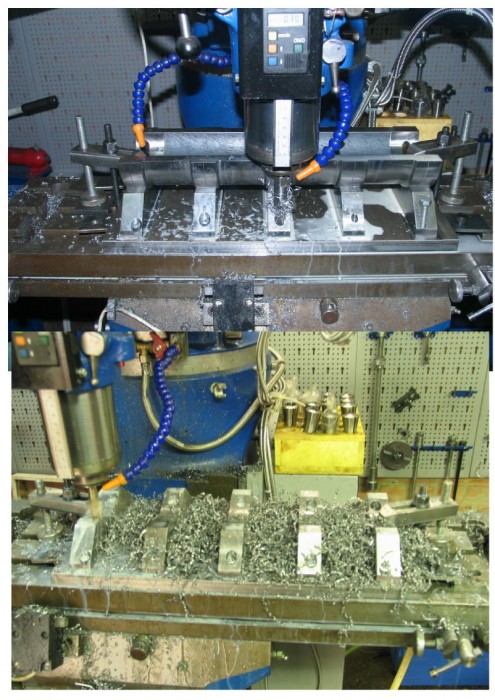
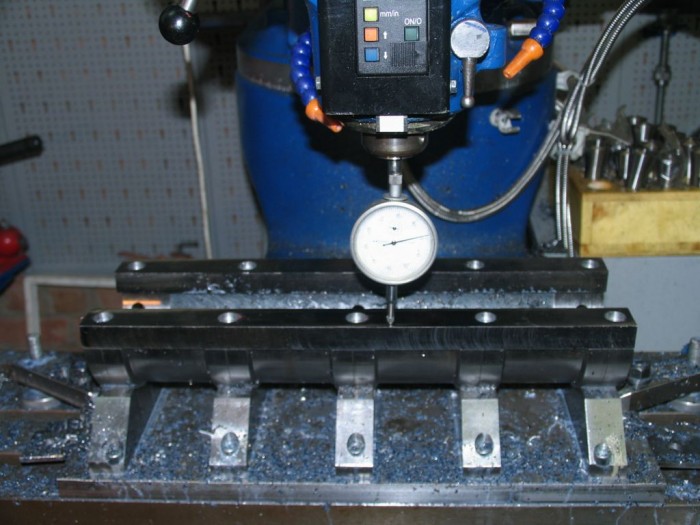
27. Table inclinable.
-
 Outils
Outils































 |
 |
 |
Cette page a été consultée 24572 fois
Par ribellu
Un bonjour de corse Philippe.
une bien belle passion et de superbes réalisations.
bravo a vous
ribellu alias michel
Outils |
|
|