


















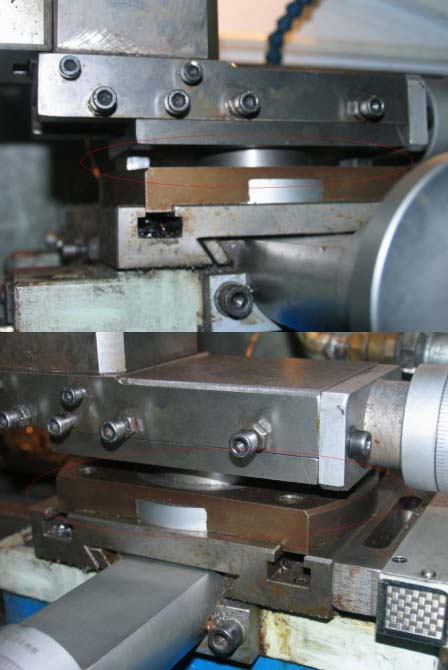
37. Rigidité du chariot porte outil
-
 Outils
Outils





















 |
 |
 |
Cette page a été consultée 13096 fois
Par Jean 23
Bonjour toutes et tous,
Très heureux de faire parti de votre groupe de passionnés.
Je suis professeur de cours techniques et de pratique, je suis pa [Suite...]
Outils |
|
|