


















58--une scie à ruban pour métaux-13-système de tension de la lame
-
 Outils
Outils
| Maintenant je vais commencer le
montage de la partie volant avant et le système de tension
de la lame avec la visu hydraulique qui sera doté
d’un contact de coupure du moteur en cas de tension
insuffisante ou de cassure de la lame. Le système sera entre
autre pourvu d’un réglage d’inclinaison
du volant pour un bon réglage de la lame. Je me suis longtemps demandé si je serai capable de fabriquer ça moi-même mais ma petite visite chez JPierre62 et l’aide apporté par HBX360, qui lui fait un travail remarquable en sauvant une scie après un incendie (avoir sur usinages.com), m’a ouvert un peu les yeux, quelques recherches supplémentaires sur le net et je suis gonflé a bloc, je me dis maintenant que ça doit pouvoir se faire alors je me lance. |
|
Toujours avec du
vieux, je coupe, je surface, je perce etc. |
 |
 |
Le
système de tension de la lame.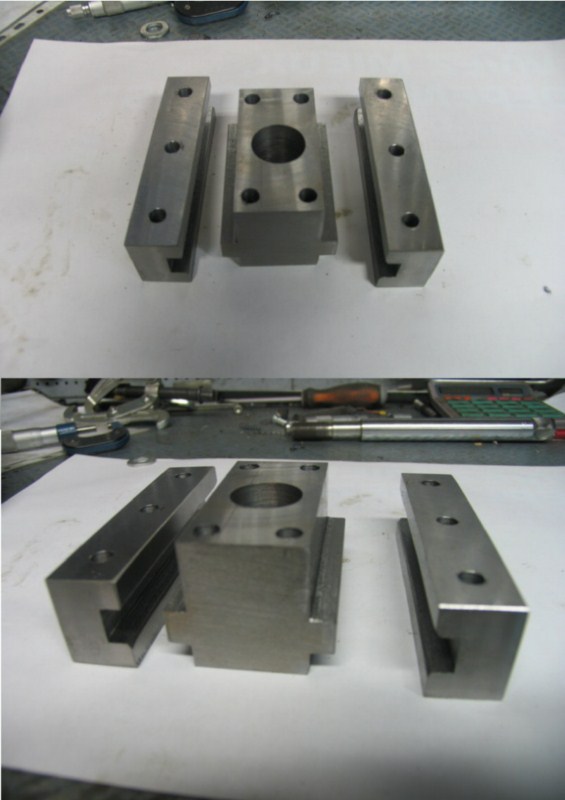 |
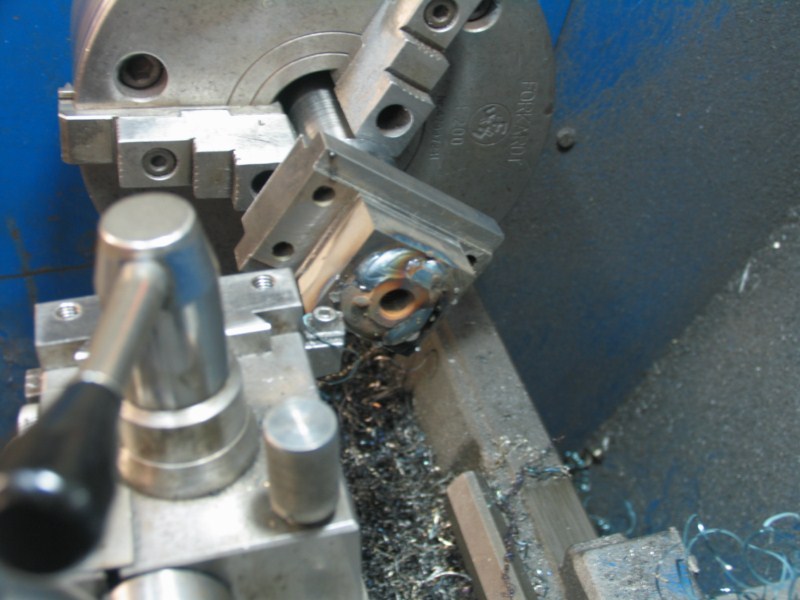
L’axe
du volant réglable est serti à la presse,
soudé puis usiné. |
|
 |
|
Le
bloc est percé a 20mm pour recevoir un canon
fileté en M12, sur l’autre face une
lumière est usinée pour le passage de la tige
fileté. |
|
 Le réglage de
l'inclinaison du volant était prévu par vis
mais les tests n'étaient pas au top. |
|
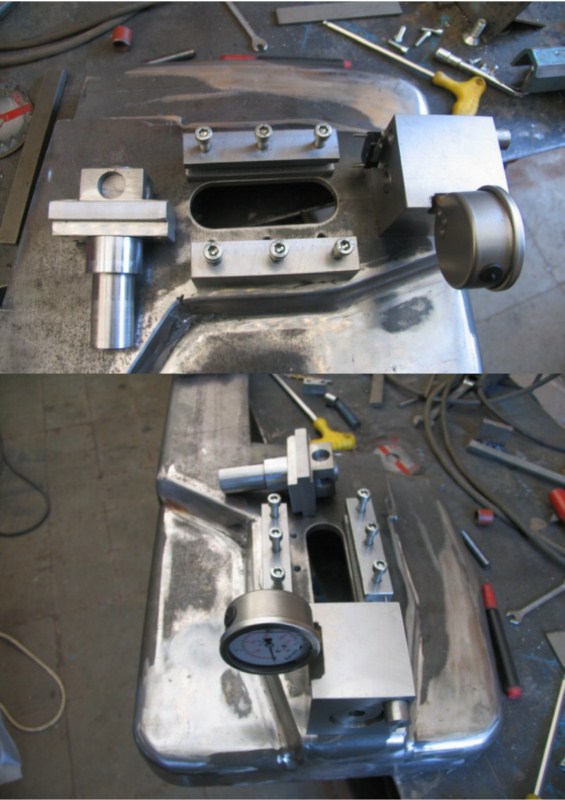
| Nous
voici a ce fameux bloc avec un manomètre pour
vérifier la tension de la lame, finalement c’est
tout simple mais il m’a donné du fil à
retordre, j’ai du faire plusieurs essais avant d’en
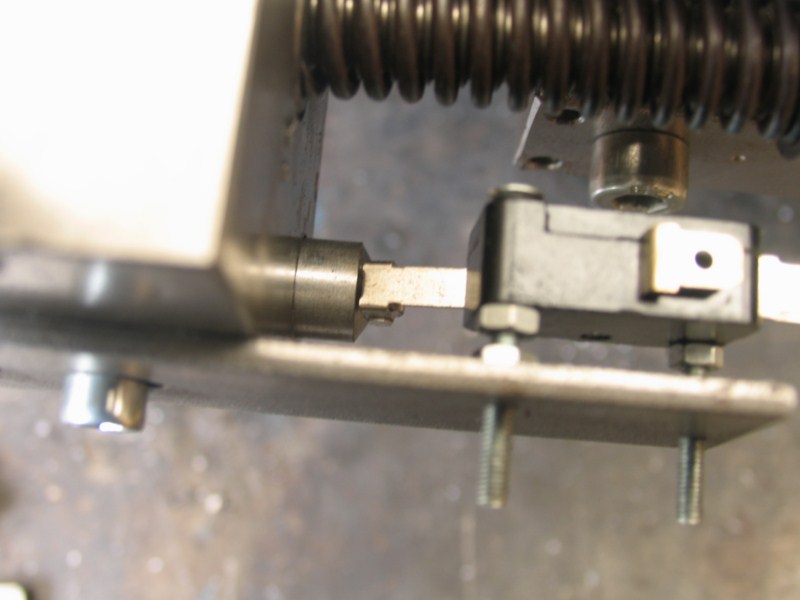
arriver là. Vous ne pouvez pas imaginer ma joie quand enfin l’aiguille monte à 160 bars sans que l’huile pisse de partout. Il est constitué d’un bloc de 70/70/75mm traversé d’un alésage de Ø40,5mm sur une profondeur de 50mm et se débouchant sur 20,5mm et d’un piston d’un Ø40mm qui se termine par une tige de 20mm. Du coté piston, trois gorges sont usinées pour la mise en place de joints torique, du coté sortant en 20mm, les joints sont monté sur le bloc et non sur la tige. Dans le coin, un autre piston est monté sans joint mais avec un ressort de rappel, il servira a actionner un switch pour la coupure en cas de tension insuffisante ou de casse de la lame. 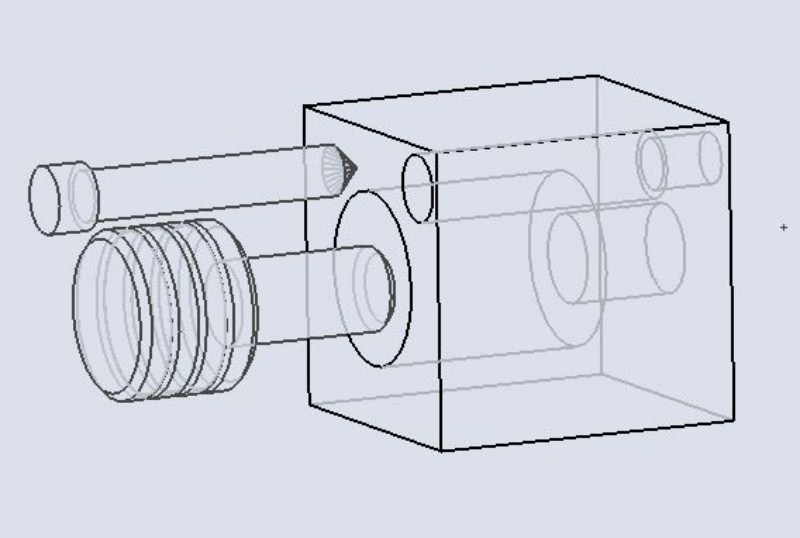 |
|
 |
|
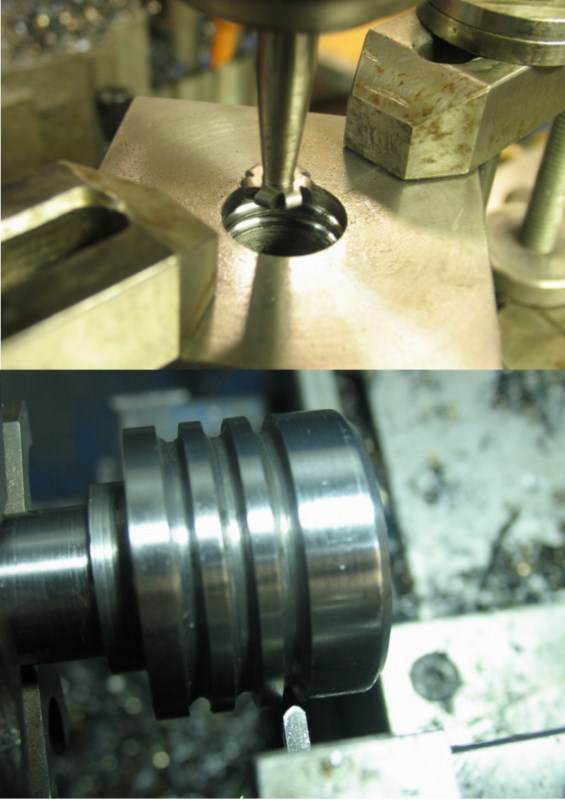
| Mise
en place des joints. Les photos représentées ici ne sont pas exactement les bonnes mais de mes premiers essais, au final les joints dépassent beaucoup moins sinon avec la pression ils sortent de leurs logements. J’ai trouvé pour cela une doc très intéressante pour nous faire comprendre le fonctionnement du joint torique à voir ici http://www.francejoint.fr/joints-divers-joint-torique---o-ring.html 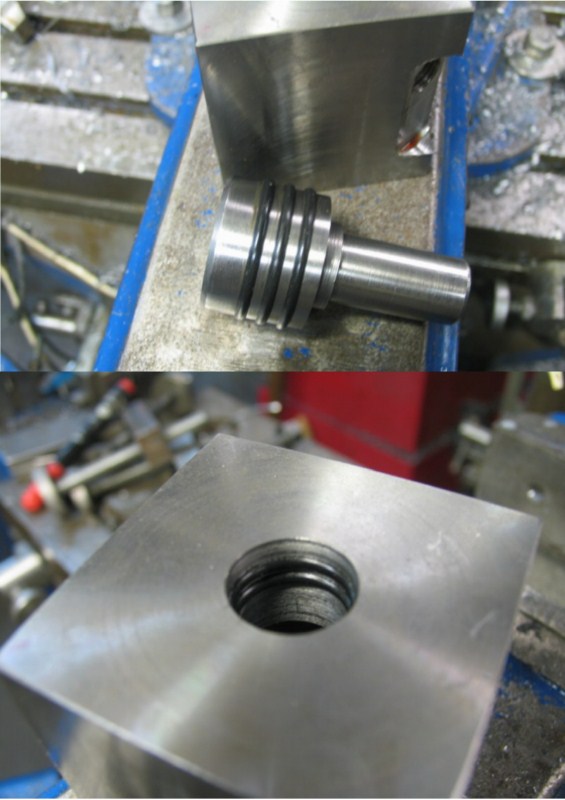 |
|
Le bloc est ensuite percé et taraudé a ¼ de pouce pour recevoir le manomètre, je n’ai pas fait de bouchon de remplissage, pour l’huile, il suffit de démonter le manomètre.  |
|
| Pour
les essais, j’ai employé mon étau de
fraisage pour comprimer le piston a 160 bars pendant 24 heures,
j’ai constaté une légère
baisse de pression après 12 heures puis ça
c’est stabilisé. D’après les notices de scie que j’ai lu, la pression maxi ne devrais pas dépasser les 100 bars pour la tension de la lame.  |
|
 |
|
| La
manette de serrage. Sur la notice des différentes marque j’ai constaté qu’il y avait toujours au moins un roulement entre la manette ou manivelle et je me demandais pourquoi, j’ai essayé sans ce roulement et j’ai bien vite compris, arrivé a 80 bars il est quasiment impossible de continuer a tourner la manette, c’est donc bien justifié.  |
|
 |
|
Voilà ce
que ça donne au montage. |
 |
| Voilà,
avec la lame montée, ça se présente
pas trop mal mais bien sur il y a encore du réglage a faire.
Dans l’état actuel, en tournant à la
main la lame a tendance à sortir. Je ne passerais pas a l’étape suivante avant que la lame tienne bien a sa place.  |
 |
| Comme
je n’arrivais pas à un réglage
correcte, j’ai modifier le système mais cette
fois-ci avec un vrai réglage. Maintenant ça roule. J’ai également terminé les guide lame mais les photos seront pour fin de semaine J’ai donc repris la pièce et j’ai coupé l’axe, comme vous avez certainement remarqué, il y avait 4 perçages qui ne servaient a rien, maintenant ils deviendront utiles. |
|
 |
J’ai donc
usiné quelques pièce pour faire une
charnière |
 |
Voilà le
truc de monter, y a pas a dire, si cette fois je n’arrive pas
a régler l’alignement de cette foutue lame,
c’est que je peux recommencer tout l’archet. |
J’ai
également monté le contact de
sécurité en cas ou la lame n’est pas
assez tendu ou si elle casse, dans ce cas la machine
s’arête. |
 |
 |
 |
 |
 |
 |
|